")
")

Webshop News Posts on topic: ESD
News
Materiaaliesittelyssä Formlabs ESD-tulostushartsi
On tullut aika esitellä myös toinen Formlabsin tuorein SLA-tulostusmateriaali, jolle huhujen mukaan on ollut kysyntää ja tarvetta jo pidempään. Eli kyseessä on nyt siis sähköisesti puolijohtava ESD-hartsi elektroniikkateollisuuden tarpeisiin.
ESD-tulostushartsi
Tämä uutuusmateriaali on nimeltään ESD, ja se “on mitä se sanoo” eli puolijohtavaksi lisäaineistettu SLA-tulostushartsi. Sähkönjohtavuus on saatu aikaan todennäköisimmin hiilinanoputkilla, sillä SDS-dokumentissa mainitaan “tämä tuote sisältää sitoutuneita nanopartikkeleita alle 0,1%.” Materiaalin väri on musta, kuten muillakin vastaavilla materiaaleilla. ESD-materiaali on muita Standard-perheen resiinejä hiukan hinnakkaampaa.
Mekaanisilta ominaisuuksiltaan ESD-hartsi on Standard-materiaaleihin verrattuna huippulujuudeltaan alhaisempi (44 vs. 65 MPa) ja kimmomoduliltaan hieman pehmeämpi (1,9 vs. 2,8 GPa). Lovettu IZOD-iskusitkeys on lähes sama ESD:llä ja Standard-perheellä, mutta lämpötaipuma-arvot ovat hieman alhaisemmat. ESD-materiaaleille tärkeä resistiivisyys on pinta-arvona 105-108 Ohm/sq ja tilavuusarvona 105-107 Ohm-cm. Kannattaa huomioida, että heikommasta lujuudesta johtuen tätä materiaalia ei voi tulostaa Form 2-tulostimella, sillä se ei kestä ko. tulostimen suurempia revintävoimia.
Kokemuksia ESD-tulosteista
Ennen tätä artikkelia meillä oli tehty jo joitain tulosteita ESD-hartsista, mallina käytettiin Formlabsin omaa demo-osaa (mittapään teline). Se pitäisi “speksien mukaan” tulostaa Form 3+ tulostimella, mutta me teimme omat kopiomme vanhemmalla Form 3-tulostimella jossa tosin oli asennettuna Form 3+:n firmware. Meillä oli myös Formlabsilta saatuja 3+:lla tehtyjä kopioita, joihin vertaillessa emme havainneet minkäänlaista eroa tulostuslaadussa. ESD-hartsin nanopartikkelit luovat kappaleeseen hieman samankaltaisen karheahkon pinnan mitä Rigid 10K-materiaalissa, vaikka tekstuuri ei sormiin yhtä karkealta tunnukaan. Materiaalin puolijohtavuusominaisuuksia emme pysty itse testaamaan, joten tässä asiassa meidän on vain pakko luottaa Formlabsin spesifikaatioihin. Mutta ESD-hartsi ei vaikuttaisi olevan sen vaikeampi tai helpompi tulostettava mitä muutkaan materiaalit. Tosin käsittääkseni ainoat “haastavat” Formlabsin SLA-materiaalit ovat Elastic 50A ja Flexible 80A niiden joustavuuden vuoksi.
Tein tapani mukaisesti testitulostukset suoraan alustalle ilman tukirakenteita. Formlabsin oman demomallin kanssa tämä ei tuottanut ongelmia, Eikä edes ohut PCB-jikilevy käyristynyt jälkikovetuksessa kuten Model V3 näyteliuskojen kanssa kävi. Tulostusjälki oli jälleen mainio (Kuvat 1 & 2).

Kuva 1. Tulostetut demomallit (mittapään teline)

Kuva 2. Mittapään teline lähikuvassa. Tulosteeseen on tarttunut kuivauksen aikana kuituja käsipyyhkeestä
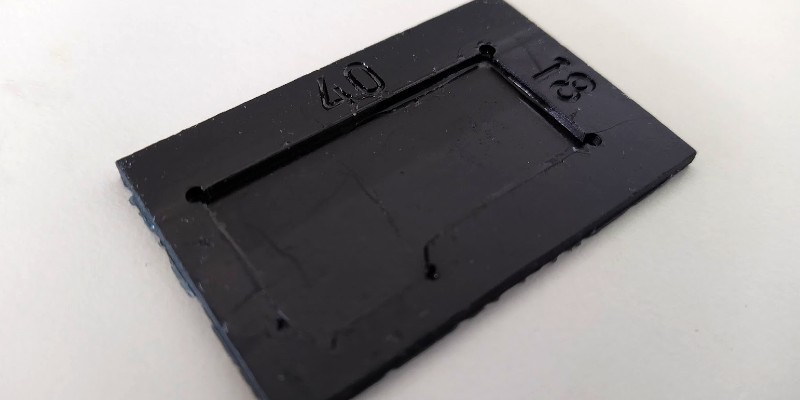
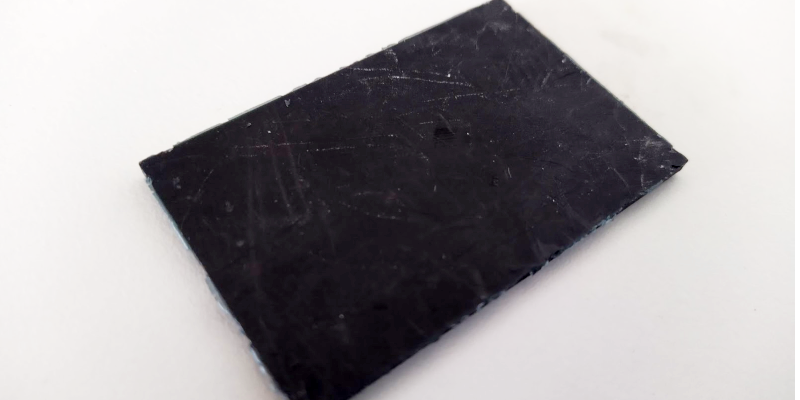
Toinen tulostettu testimalli toistui hienosti, tosin suoraan alustalle tulostettaessa tartuntapinnan laatu jää aina heikoks,i koska siinä toistuvat kaikki alustan naarmut ja kolhut joita SLA-alustaan väistämättä tulee käytössä (Kuva 4). Eli hartsin säästö kostautuu tässä hieman heikompana tulostuslaatuna. Testasimme myös lopuksi hartsin värjäävyyden paperiin, kuivatuista ja jälkikovetetuista tulosteista ei irronnut mitään värjäymiä, kuten esimerkiksi useista FFF-teknikalla tulostetuista ESD-materiaaleista.
Kuva 3. PCB-mittajiki. Upotuksen teräviin reunoihin on jäänyt pesun yhteydessä hartsia.
Kuva 4. Mittajigin tulostusalustaa vasten ollut pinta, jossa näkyvissä alustan vauriot ja pienehkö “elephant foot”
Eräs tärkeä havainto tuli sentään tehtyä tämän hartsin kanssa, jota sivusinkin jo aiemmin. Formlabs suosittelee vahvasti ESD-tulosteiden pesemistä omassa IPA-astiassaan erillään muista materiaaleista (pesuaika 20 min!), ja huomasimmekin nopeasti että tämä pitää paikkansa. Jo yhden alustallisen pesun jälkeen Form Washin IPA-kylvyn sekaan päätyi kosolti ESD-hartsin nanopartikkeleita, jotka tämän jälkeen tarttuivat kaikkiin muihinkin malleihin mitä siinä pestiin. Juuri tämän takia aiemmin julkaistun Model V3-artikkelin testitulosteet tulivat pesusta niiden kuvien mukaisessa kunnossa. Eli jos jokin materiaali oikeasti pitää pestä erillään, se on ESD. Muita vahvoja kandidaatteja ovat myös Rigid 4000 & Rigid 10K, joiden lasijauhe-täyte käyttäytyy pesussa samoin. Vielä yhtenä vinkkinä mainittakoon, ettei mitään SLA-tulosteita kannata kuivata nukkaantuvien liinojen kuten käsipyyhkeien päällä…Testeissämme ei jälkikovetetuista ja kuivista tulosteista irronnut värjäymiä paperiin, kuten esimerkiksi useasta FFF-tekniikan ESD-materiaalista.
Ja lopuksi vielä linkit TDS- ja SDS-dokumenttien kirjastoon, josta löytyy em. dokumentit kaikille materiaaleille:
https://formlabs.com/3d-printers/form-3/tech-specs/#data-sheets
Terveisin,

Aleksis Lehtonen
Support & Service- Maker3D
Webinaari Formlabsin ESD-hartsista

Formlabsilta tuli monta kovaa tuotejulkistusta alkuvuodesta ja yksi niistä oli kauan toivottu ESD-materiaali SLA- tekniikalle. Tulostushartsi on ESD-ominaisuuksiensa lisäksi valmistettu kestämään myös mekaanista rasitusta, joten se on täydellinen valmistusmateriaali elektroniikkateollisuuden työkaluvalmistukseen.
Formlabs järjestää webinaarin, jossa käsitellään sitä kuinka ESD-hartsin käyttö suoraviivaistaa valmistusta ja vähentää kustannuksia elektroniikkateollisuudessa. Mikäli aihe kiinnostaa, kannattaa varata kalenteriin tilaa webinaarille!
Webinaari järjestetään 20.tammikuuta kello 18:00 , ilmoittaudu tästä linkistä.
Muista Formlabsin tuotejulkistuksista pääset lukemaan täältä.
ESD- resiini on nyt myynnissä verkkkokaupassamme!
Parhain terveisin,

Suvi Lohilahti - Maker3D
Formlabs uutuudet!

Formlabs julkaisi juuri CES-messuilla ison joukon tuoteuutuuksia
Form 3+ ja Form 3B+ SLA-tulostimet

Formlabs on päivittänyt Form 3 SLA-tulostinlinjastonsa toimivuutta. LPU:n ohjauselektroniikan ja -mekaniikan ansiosta uudet +-mallit ovat tarkempia, entistä luotettavempia ja 20-40% nopeampia. Hartsin lämmitysjärjestelmä on myös päivitetty, joten tulostukset alkavat aiempaa nopeampaa.
Ja mikäli olet hankkinut Form 3 tai Form 3B -tulostimen lähiaikoina voi olla että nykyinen tulostimesi on jo saanut nämä päivitykset. Voit tarkistaa onko tulostinmallisi +-malli koneen takaa löytyvästä tyyppikilvestä:

Uudet mallit sisältävät pienen +-ikonin tyyppikilven vasemmassa alareunassa.
Formlabs Build Platform 2
Uusi version kaksi tulostusalusta tulee vaihtoehtoisena lisäosana aiemman version rinnalle. Erikoisuutena tälle alustalle on sen teräksestä valmistettu lisäosa, jonka avulla osat voidaan irroittaa ilman työkaluja. Tämä uusi tulostusalusta on yhteensopiva myös vanhempien Form 2 -tulostimien kanssa. Uusi tulostusalusta nopeuttaa ja helpottaa merkittävästi osien jälkikäsittelyprosessia.
Tuote verkkokaupassamme: http://www.3d-tulostus.fi/Formlabs-tulotusalusta-V2
Formlabs ESD-hartsi
Kauan toivottu ESD-materiaali on nyt viimein saatavilla myös SLA-tekniikalle. Kyseessä on ensimmäinen Formlabsin materiaali, joka poistaa turvallisesti haitallisen sähkövarauksen. ESD- resiini virtaviivaistaa elektroniikan valmistusprosesseja lisäämällä tuottavuutta, parantamalla toiminnan tehokkuutta ja lyhentämällä tuotannon ylösajoaikaa. Uusi ESD-resiini kehitettiin kestämään tiukkoja valmistusolosuhteita. Se kestää erinomaisesti mekaanista rasitusta, joten se on täydellinen valmistusmateriaali elektroniikkateollisuuden työkaluvalmistukseen. ESD- resiiniä soveltuu erinomaisesti esimerkiksi seuraaviin käyttökohteisiin:
- Työkalu- ja kiinnityselektroniikan valmistus
- Kustomoitujen lokeroiden ja komponenttien valmistus
- Antistaattiset prototyypit ja lopputuotekomponentit
Tuote verkkokaupassamme: http://www.3d-tulostus.fi/Formlabs-ESD-resiini

Mikäli teillä on kysyttävää niin asiakaspalvelumme on teitä varten!
Keijo Johansson

Materiaaliesittelyssä 3DXStat ESD-OBC

Tällä kertaa otimme testipenkkiin jo toisen ESD-ominaisuuksilla parannellun materiaalin. Materiaalin lyhenne Olefin Block Copolymer eli OBC on aika harvoille tuttu, joten avataanpa sitä hieman. Olefiini on synonyymi alkeenien hiilivetyryhmälle, hiilen kaksoissidoksia sisältäville yksinkertaisille hiilivedyille. Kyseisen polymeerin monomeerit ovat alkeeneja. Tuotetietoja tarkemmin kaivamalla paljastuu, että siihen on käytetty valtaosin alkeenien kevyintä edustajaa etyleeniä C2H4. Loppuosa eli copolymer (suomeksi seospolymeeri) tarkoittaa vain, että polymeroinnissa on käytetty eri monomeerien sekoitusta. Materiaalia voisi siis kutsua muunnelluksi PE-muoviksi, polyetyleeniksi. Pienet perusmolekyylit tekevät materiaalista kevyttä ja sen tiheys onkin vain 0,95; tämä tarkoittaa että se kelluu vedessä. ESD-ominaisuudet on luotu materiaaliin hiilinanoputkilla seostamalla, samaan tapaan kuin aiemmin esitellyssä ESD-PLA:ssa. Materiaalin pohjahartsi on peräisin kemian alan jättiläiseltä Dow Chemicalilta.
ESD-OBC materiaalia on saatavana vain 750 g kelalla, jossa filamenttia on alhaisesta tiheydestä johtuen silti saman verran kuin 1000g ABS-kelalla. Tämä tarkoittaa myös sitä, että kelan leveys on 73 mm mikä on liikaa Ultimaker S5:n materiaaliasemalle. Sama ikävä ominaisuus oli myös ESD-PLA materiaalin kelassa. Kaikki 3DXTechin 3DStat-tuoteperheen materiaalit ovat väriltään yksinkertaisesti mustia, todennäköisesti hiiliseostuksen takia.
Koetulostuksessa käytettiin samaa piirilevyjikiä (Kuva 1) mitä ESD-PLA:n kanssa, koska siitä on helppo tarkastaa mittojen paikkansa pitävyys. Tulostus tehtiin AA 0.4 ytimella 0,15 mm kerrospaksuudella, tulostusajaksi tuli 55 min alhaisen suutinnopeuden (50 mm/s) takia. Tulostusalustalla käytettiin valmistajan ohjeiden mukaisesti Magigoon PP-liimaa, jolla malli pysyi hyvin kiinni lasissa. Vaihtoehtoisena kiinnityskeinona mainitaan PE- tai PP-muovinen pakkausteippi, jota ei kokeiltu. Ohjeissa suositellaan myös lämmittämään tulostuskammio 23-60 asteeseen, joten tulostimen kammio pidettiin Curan sallimassa maksimilämpötilassa (50 C.) Valmis malli oli helppo irrottaa alustasta, eli tarttuvuus oli juuri sopiva.

Kuva 1. Tulostuksessa käytetty testimalli, ulkomitat 54 x 35 x 2,5 mm.
Valmiin kappaleen mitat olivat ulkopinnoilta 53,8 x 34,8 x 2,4 mm, joten ESD-PLAsta poiketen tämä materiaali kutistuu tulostettaessa. Koska kutistumaa tapahtui myös Z-suunnassa, kyseessä on materiaalista johtuva mittavirhe. Sama 0,2 mm heitto näkyi myös sisämitoissa. Tämä virhe on kuitenkin helppo kompensoida Curassa “Horizontal Expansion” parametria säätämällä. ESD-OBC tulostuu suhteellisen matalassa lämmössä (175-215 C), mutta alusta pitää lämmittää 60-100 C:hen. Lämpöjen puolesta tämänkin materiaalin pitäisi siis olla hyvin yhteensopivaa eri tukimateriaalien kanssa.
Tämä tulostusmateriaali eroaa aiemmasta ESD-PLA:sta voimakkaimmin mekaanisilta ominaisuuksilta. ESD-Hiilinanoputkiseostus vaikuttaa tekevän materiaalista perusmateriaaliaan jäykempää ja paikoin myös hauraampaa, mutta ESD-OBC osoittautui heti kättelyssä erittäin sitkeäksi, kun eräs kollega väänteli juuri tulostetun kappaleen lähes kaksin kerroin. Mutta tämä ei ollut siitä moksiskaan, kerrokset eivät irronneet toisistaan ja muoto palautui nopeasti. Mitat onkin otettu tuon “stressitestin” jälkeen. Koska perus-OBC on testeissämme osoittautunut erittäin pehmeäksi materiaaliksi, ESD-seostuksen tuoma jäykkyyden kasvu on vain hyväksi eikä ole heikentänyt lujuutta mitenkään.

Kuva 2. Valmis testituloste.
Testitulosteen (Kuva 2) visuaalinen ulkonäkö oli hyvä, ali- tai ylipursotusta ei ilmennyt. Valmiissa tulosteissa on tyylikäs mattapinta, eikä mitään kuitumateriaalien tyyppistä karheaa tekstuuria. Jostain syystä valmistajan sivuilta ei ole saatavissa TDS- ja SDS-dokumentteja ESD-OBC materiaalille, kuten ei myöskään tavalliselle OBC:lle. Tämä saattaa johtua siitä, että materiaali ei ole ollut markkinoilla vielä kovin pitkään. Mutta se on silti kerännyt tässä lyhyessä ajassa paljon kommentteja ja kehuja käyttäjiltään. Itseeni teki erityisen vaikutuksen materiaalin sitkeys ja kestävyys, ESD-PLA olisi varmasti katkennut samanlaisessa “käsittelyssä.”
Kuten aiemmankin ESD-materiaalin yhteydessä, myös tämän materiaalin kanssa on olemassa mahdollisuus, että se kuluttaa messinkisiä tulostussuuttimia paljon käytettäessä. Eli jos haluaa pelata varman päälle, voi käyttää vaikkapa Ultimakerin CC-ydintä.
Linkki TDS- ja SDS-dokumentteihin:
https://www.3dxtech.com/tech-data-sheets-safety-data-sheets/
Terveisin,

Aleksis Lehtonen
Support & Service- Maker3D
Materiaaliesittelyssä 3DXTech 3DXSTAT ESD-PLA

PLA eli maitohapon polymeeri on jo kaikille tuttu 3D-tulostuksen “perusmateriaali”, jonka suosion takana on ollut jo pitkään helppo tulostettavuus, halpa hinta ja monipuolinen värivalikoima. Otimme verkkokauppaamme jälleenmyyntiin materiaalivalmistaja 3DXTechin tuotteita. Kyseiseltä valmistajalta löytyy ESD-ominaisuuksia sisältävät versiot lähes kaikista muistakin tulostusmateriaaleista osana 3DXSTAT-tuoteperhettä.
Tuote verkkokaupassamme: http://www.3d-tulostus.fi/3DXSTAT-ESD-PLA
ESD-materiaaleista ensimmäisenä meillä otettiin testiin ESD-PLA. Materiaalin värivaihtoehtona on musta. 3DXTechin materiaalikelat ovat hiukan erikokoiset verrattuna Ultimakerin keloihin, joten käytettävyydessä voi olla eroja. Tämä tulee ottaa huomioon varsinkin Material Stationia käytettäessä ja suosittelemmekin tämän kelan tulostamista normaalin kelapidikkeen kanssa. Olemme olleet yhteydessä materiaalivalmistajaan ja myös kapeammat kelat ovat olleet tarkoituksena tuoda myöhemmin markkinoille.

Kuva 1. 3DXTechin 1000g filamenttikela.
Koetulostuksessa haluttiin testata materiaalin mitoissa pysymistä, joten testitulosteeksi valittiin pieni piirilevyille tarkoitettu jigi (Kuva 2.) Malli tulostettiin AA 0.4 ytimellä suositelluilla asetuksilla, eli viipalointi tehtiin Curan Engineering- intent profiililla 0,15 mm kerrospaksuudella, tulostusajaksi tuli 35 min. Tulostusalustalle levitettiin ohuelti Dimafix-yleisliimaa, jolla saatiin hyvä tarttuvuus. Valmis malli irtosi hetkessä alustasta tavallisen PLA-muovin tapaan pikajäähdyttämällä tulostusalustaa kylmällä vedellä.
Kuva 2. Tulostuksessa käytetty testimalli, ulkomitat 54 x 35 x 2,5 mm.
Valmiin kappaleen mitat olivat ulkopinnoilta 54,2 x 35,1 x 2,5 mm, joten pientä laajenemaa tapahtui XY-tasossa. Sisäosan mitat olivat taas 39,9 x 17,8 mm, joten materiaali laajenee tulostettaessa jonkin verran. Nämä mittavirheet voidaan ottaa huomioon ja toteuttaa muutokset 3D-malliin tarvittaessa. ESD-PLA:n lämpötila-asetuksiksi suositellaan hieman tavallista PLA:ta korkeampaa suuttimen lämpötilaa, 210-220 C, sillä ESD-PLA on seostettu hiilellä ja on siten hieman jähmeämpää sulana. Tulostusalustan lämmöiksi suositellaan samaa kuin tavallisella PLA:lla, 25-60 C. Lämpöjen puolesta materiaalin pitäisi siis olla hyvin yhteensopivaa eri tukimateriaalien kanssa. Tulostusalustalle suositellaan käyttämään joko sinistä maalarinteippiä tai hiuslakkaa, mutta itse en käyttäisi kumpaakaan sillä Dimafix toimi loistavasti, kuten todennäköisesti myös Magigoo Original.
Pienenä erikoisuutena mainittakoon mahdollisuus hienosäätää tulosteen pinnan resistanssia tulostuslämpötilaa muuttamalla (Kuva 3.) Jos testauksessa vaikkapa havaitaan kappaleen resistanssi liian suureksi, tulostuslämpötilaa nostamalla resistanssi pienenee.

Kuva 3. Kappaleen pinnan resistanssi tulostuslämpötilan funktiona.

Kuva 4. Valmis testituloste.
Testitulosteen (Kuva 4) visuaalinen jälki oli hyvä, kerrosten tarttuvuus toisiinsa oli hyvä eikä mitään ali- tai ylipursotusta näkynyt. Vaikka SDS-dokumentin mukaan filamentti on seostettu alle 10% määrällä hiilinanoputki-materiaalia, mallin pinnassa ei näy minkäänlaista komposiittifilamenteille tuttua karheaa tekstuuria. Kokonaisuutena tulosteen ulkonäkö on hyvä ja ohuemmalla kerrospaksuudella sitä voi entisestään parantaa kerrosrajojen näkyvyyden pienentyessä. Valmiissa tulosteissa on mattapinta.
Loppuhuomautuksena vielä, että vaikka ko. materiaali onkin matalaseosteinen, se on silti jonkinasteinen komposiittifilamentti. Valmistaja ei suoraan suosittele kulutusta kestävää suutinta, mutta asia on silti hyvä tiedostaa mikäli aikoo tulostaa paljon ESD-materiaaleja. Sama asia pätee todennäköisesti muihinkin saman tuoteperheen materiaaleihin.
Linkki TDS- ja SDS-dokumentteihin:
https://www.3dxtech.com/tech-data-sheets-safety-data-sheets/
Terveisin,

Aleksis Lehtonen
Support & Service- Maker3D
Maker3D ja 3DXTech tiedottaa

Maker3D on ryhtynyt ensimmäisenä Suomessa 3DXTECH:in materiaalien maahantuojaksi ja jälleenmyyjäksi.
3DXTECH on amerikkalainen materiaalivalmistaja, joka on erikoistunut varsinkin vaativissa loppukäyttösovelluksissa käytettävien erikoismateriaalien kehittämiseen ja valmistamiseen. Yritys on tunnettu valmistamistaan korkealaatuisista teollisuusmateriaaleista. Esimerkkinä annettakoot elektroniikan kokoonpanotyökaluihin kehitetyt polymeerit; PETG, ABS, PLA ja PC, joista löytyy ESD-luokitus. Lisäksi 3DXTechin valikoimasta löytyy UL V0 -paloluokituksen omaavia materiaaleja.
”Sysäys yhteistyön aloittamiseen 3DXTECHin kanssa tuli ihan puhtaasti asiakkaiden toiveista saada entistä laajempi tarjonta huipputasoisista teollisuuskäyttöön soveltuvista materiaaleista. Meiltä on toivottu lopputuotekäyttöön tarkoitetusta ASA- materiaalista lisää värivaihtoehtoja ja alkaneen yhteistyön myötä pystymme vastaamaan tähän toiveeseen värivalikoiman laajentuessa. Kaikki nämä erikoisemmat materiaalit täydentävät olemassa olevaa valikoimaamme todella hyvin”, kertoo yhteistyön toteuttamisesta vastannut Maker3D:n asiantuntija Joni Kumpulainen.
Materiaalien käyttöönottoa helpottaa valmiit tulostusprofiilit, joita löytyy Ultimaker Marketplacesta kirjoitushetkellä useampaan eri materiaaliin. Varmistaaksemme, että asiakkaamme hyötyvät parhaiten alkaneesta yhteistyöstä, julkaisemme uusista materiaaleista artikkeleita. Ja mikäli verkkokauppamme materiaalivalikoimasta ei jotain haluamaasi 3DXTechin materiaalia löydy, voit sitä kysyä asiakaspalvelusta.
Terveisin,
Verkkokaupan tiimi
+358102355143
asiakaspalvelu@3d-tulostus.fi