")
")

Webshop News Posts on topic: peek
News
Osa 2. Vahvin FFF/ FDM tulostusmateriaali?

Lue artikkelin ensimmäinen osa tästä.
Jotta valmistettavasta kappaleesta tulee mahdollisimman onnistunut, on erittäin tärkeää optimoida tulostusasetukset. Kun tehdään osia 3D-tulostamalla on paitsi jokaisen materiaalin, myös osan asetukset mukautettava erikseen.
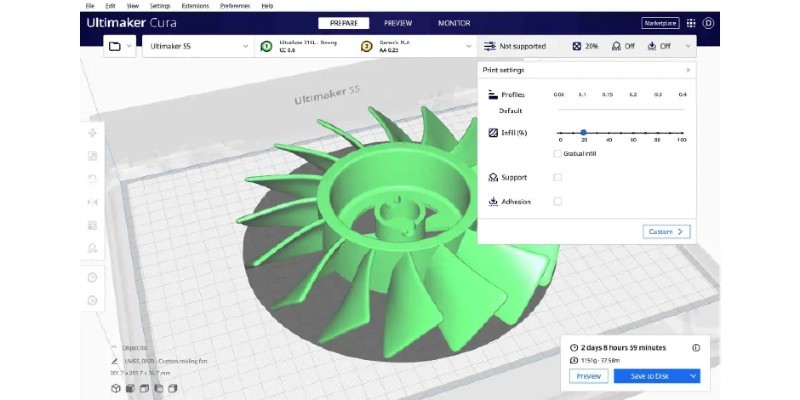
Kuva 1. Asetusten optimointia Cura-viipalointiohjelmassa
Tässä muutamia koottuja huomioita koskien tulostusasetuksia:
Täytön tyyppi ja tiheys (Infill type and density):
-
Täytön tyyppi ja tiheys ovat tärkeitä tulostetun osan lujuuteen vaikuttavia tekijöitä. Mitä suurempi täyttötiheys, sitä suurempi lujuus. Kovin korkeaa täyttötiheyttä ei kuitenkaan yleensä suositella, koska se kuluttaa paljon materiaalia ja pidentää tulostusaikaa. Voit lisätä osan lujuutta lisäämättä tiheyttä muuttamalla sisätäytön kuviota osan kuormitustavasta riippuen. Esimerkiksi puristuslujuustesteissä kolmio/ruudukkokuvioinen (Triangles, Lines & Grid) sisätäyttö tuottaa korkeamman Z-suuntaisen puristuslujuuden, kun taas Cubic- ja Gyroid-täyttökuviot tuottavat kappaleille kaikkein isotrooppisimman lujuuden. Useimmissa visuaalisissa tulosteissa voi käyttää noin 20 prosentin täyttöä, mutta vahvemmissa osissa suositellaan yli 50 prosentin täyttöä. Vaihtoehtoisesti voi käyttää modifiointiverkkoja luomaan suurempi täyttötiheys alueille, joilla jännitys on suurin.
Osien suunta (Part orientation)
- Osien suunnnan optimointi ei ehkä ole check listissä ensimmäisten huomioita vaativien seikkojen joukossa vahvemman tulosteen varmistamiseksi, mutta se on tärkeää ottaa huomioon. Vetolujuus on heikompi Z-akselilla 3D-tulostuksessa (tyypillisesti 40-70 % lujuudesta XY-akseliin verrattuna), erityisesti korkeissa ja ohuissa osissa. Tämän seurauksena on mietittävä osan tulostussuunta huolellisesti, jotta se vastaa vaadittua vahvuusakselia. Tätä tehdessä tulee myös huomioida tukirakenne ja löytää tasapaino sen perusteella, mikä kyseisessä osassa on tärkeintä.
Ulkopinnan paksuus (Shell Thickness)
- Osan ulkopinnan paksuutta kutsutaan sen vaipan paksuudeksi. Yleisesti ottaen mitä paksumpi kuori, sitä vahvempi osa. Tämän perusteella voi määrittää osalle tarvittavan vaipan paksuuden. Kaksinkertainen ulkokerroksen paksuus on yleensä hyvä lähtökohta vahvalle tulosteelle.
Työ ei ole vielä täysin valmis, kun kappale on 3D-tulostettu. On mahdollista lisätä osan lujuutta pienellä lisätyöllä. Puolikiteiset materiaalit, kuten nailon, PET, PEEK ja jotkin PLA:n muodot, voidaan lämpökäsitellä ja näin kasvattaa niiden vahvuutta vielä entisestään.
Seuraavassa on esimerkkejä sovellutuksista, joissa lujuus on kriittinen tekijä sekä materiaalit, joita kannattaa harkita tällaisissa tapauksissa.

Kuva 2. Volkswagenilla käytetään Ultimakerillä valmistettuja apuvälineitä.
Toiminnalliset prototyypit
Toiminnalliset prototyypit on tarkoitettu testaamaan ja esittelemään kehitettävän tuotteen lopullista toimivuutta. Toimivia prototyyppejä testataan laajalti, jotta saadaan tarkkaa tietoa osan käyttäytymisestä todellisessa sovellutuskohteessa. Tämä tarkoittaa, että prototyypin ja lopputuotteen ominaisuuksien on vastattava toisiaan, jotta testausvaiheessa syntyviin tietoihin voidaan luottaa. Koska toiminnalliset prototyypit ovat alttiita kulumiselle, niiden on oltava kestäviä. Tällaisissa sovellutuksissa käytetään yleisesti kestäviä PLA- ja PET-G-filamentteja. Kuitenkin mikä tahansa materiaali voi olla sopiva, kunhan se vastaa ominaisuuksiltaan materiaalia, jota lopulta käytetään massatuotantoon.
Loppukäyttökomponentit
Kun tulostetaan loppukäyttöön tulevia osia, materiaaleilta vaaditaan usein perusmateriaaleja parempia lujuusominaisuuksia. Esimerkkeinä mainittakoon polykarbonaatti, josta tehdään erityisen iskunkestaviä kappaleita kuten silmälaseja ja elekroniikkakoteloita. Toisaalla sellaisissa sovelluksissa missä vaaditaan hyvää kemikaalien kestoa, käytetään polypropyleeni, PETG:tä ja PCTG:tä
Teollisuuden apuvälineet
Teollisuuden apuvälineistä puhuttaessa tarkoitetaan työkaluja ja laitteita jotka auttavat osien valmistuksessa. Näitä käytetään myös kokoonpanovaiheessa nopeuttamaan osien kokoamista. Vahvoja ja kestäviä materiaaleja suositellaan tähän käyttötarkoitukseen, sillä ne voivat kulua paljon jatkuvassa käytössä. Nylon ja PETG ovat usein sopivia materiaaleja tähän tarkoitukseen käytettäväksi.
Toivottavasti näistä artikkeleista oli hyötyä sopivaa materiaalia mietittäessä! Voit olla yhteydessä verkkokaupan tiimiimme mikäli haluat lisää tietoa eri materiaaleista tai niiden käyttökohteista. Sähköpostitse meidät tavoittaa asiakaspalvelu@3d-tulostus.fi tai puhelimitse +358102355140.
Parhain terveisin,

Suvi Härkönen
Sales & Marketing
Maker3D
Tutkijat kehittävät osia avaruusaluksiin 3D-tulostimella

Kevyemmät ja nopeammin valmistuvat avaruusalukset ovat tavoitteena suomalaisen tutkimusryhmän projektissa. Tutkimuksessa kehitetään avaruuskäyttöön soveltuvia muoviosia, jotka tehdään 3D-tulostimella.
Muoviset osat auttavat tekemään avaruusaluksista kevyempiä. Muovikappaleita valmistetaan 3D-tulostimella. Alusten valmistus nopeutuu huomattavasti, kun niiden monimutkaiset osat tulostetaan.
"Lopputuloksena saadaan kevyempiä avaruusaluksia edullisemmin ja nopeammin", kertoo projektia vetävä tutkija Antti Kestilä Ilmatieteen laitokselta.
Uusi teknologia mahdollistaa monimutkaisempien osien valmistuksen
Aluksiin pystytään tutkijoiden kehittämällä teknologialla valmistamaan monimutkaisempia osia kuin perinteisimmillä menetelmillä. Osat voivat olla esimerkiksi tietokoneen suojakoteloita, aluksen mekaaniseen rakenteeseen upotettuja sensoreita, antenneja, aurinkopaneeleja tai avaruusympäristöltä suojaavia kerroksia.
Tuotettavilla osilla on myös sähköä ja lämpöä johtavia ominaisuuksia, kuten esimerkiksi suojausta haitallisilta sähkömagneettisilta häiriöiltä. Osissa voi olla jopa sisäänrakennettuja sähköpiirin linjoja.
HighPEEK-projekti käynnistyi syyskuussa, ja se kestää kaksi vuotta. Projektin lopussa valmistettavat osat soveltuvat avaruuskäyttöön. Seuraava askel tästä tulee olemaan muoviosien valmistus osaksi oikeaa avaruusalusta.
Projektia rahoittaa Euroopan avaruusjärjestö ESA (ARTES-projekti 4000127834/19/UK/AB). Ilmatieteen laitos johtaa suomalaista konsortiota, jossa ovat mukana myös Aalto-yliopiston ADDLab, Aalto-yliopiston sähkötekniikan korkeakoulu, Carbodeon Oy, Helsingin yliopiston Kemian osasto ja Maker3D Oy.
Lisätietoja:
Antti Kestilä, tutkija, Ilmatieteen laitos, p. +358 44 238 3164, antti.kestila@fmi.fi
Ugo Lafont, vastaava tekninen edustaja, ESA, ugo.lafont@esa.int
Paul Greenway, tekninen vastaava, ESA, paul.greenway@esa.int
Alkuperäinen uutinen luettavissa Ilmatieteen laitoksen sivulta: https://ilmatieteenlaitos.fi/tiedote/1164519586
Maker3D on uusi miniFactoryn auktorisoitu jälleenmyyjä pohjoismaissa

Ilmoitamme ylpeänä, että Maker3D on miniFactoryn uusi jälleenmyyjä pohjoismaissa. Maker3Dllä on yli 7-vuoden kokemus lisäävästä valmistuksesta ja he ovat johtava 3D-tulostimien toimittaja Suomessa. Heillä on kokemusta lukuisista eri toimialoista ja projekteista. Laaja tietopuoli ja kokemus takaavat ammattitaitoisen palvelun heidän asiakkailleen.
"Kykenevä avoimien parametrien tulostin on elintärkeä meidön tuleville, mm. Avaruustekniikan projekteille." - Joni Kumpulainen, Myyntipäällikkö, Maker3D
Maker3D on työskennellyt lisäävän valmistuksen parissa yli 7-vuotta. Tänä aikana, he ovat työskennelleet laajasti eri toimialoilla ja erilaisten projektien parissa. Nyt he ovat huomanneet tarpeen materiaaleille joita ei voida tulostaa heidän aiemmin myynnissä olleilla tulostimilla. Hyviä esimerkkejä ovat heidän asiakkaansa auto- ja avaruusalalta, joiden käyttöön miniFactory Ultra on ideaalinen tulostin. Mahdollisuus korvata metallikappaleita on päätekijä tulostimen hankinnassa joka kynekee valmistamaan kappaleita ultramuoveista.
Oman tulostuspalvelun lisäksi Maker3D haluaa tarjota asiakkailleen tietotaitoa ja laitteistot lisäävään valmistukseen. Nykyään useimmat asiakkaat eivät hyödynnä kuin murto-osan lisäävän valmistuksen mahdollisuuksia. MiniFactory Ultra tuo näitä mahdollisuuksia lähemmäksi asiakasta, jotta heidän ei tarvitse turvautua haastavampienkaan FDM materiaalien ja kappaleiden kanssa tulostuspalveluun. Pääsyy partneroitumiselle oli tietotaito joka näkyy miniFactory Ultran toteutuksessa ja sen käytön helppoudessa.
"Olemme tunteneet miniFactoryn henkilöstön koko yrityksemme historian ajan ja pidämme heidän toimintamallistaan. Valitsemme myyntiin vain laadukkaita tuotteita yrityksiltä joiden toimintaan voimme luottaa täysin." - Joni Kumpulainen
Tietotaitoa loppuasiakkaalle
Riku Hietaranta, miniFactoryn tekninen asiantuntija
"3D-tulostus on uusi tapa valmistaa lopputuotteita ja työkaluja ultramuoveista. Olemme huomanneet että tätä uutta valmistustapaa ja ultramuoveja ei ole otettu vielä käyttöön kuin pienessä osassa yrityksiä jotka voisivat hyötyä niistä. Meidän tavoitteenamme on jakaa tietoa aiheesta mahdollisimman paljon niille ketkä voisivat siitä hyötyä.
Tuotteen esittelytilaisuudet ovat hyvä tapa jakaa tätä tietoa. Jos sinulla herää kiinnostus aiheeseen ja haluat kuulla lisää siitä miten voisit hyödyntää ultramuovien 3D-tulostusta, osallistu meidän tilaisuuksiin. Seuraavaksi löydät meidät Alihankintamessuilta Tampereelta 24-26 syyskuuta. Maker 3Dn ammattitaitoinen väki löytyy osastolta C719. Tule juttelemaan ammattilaisten kanssa siitä miten juuri sinä voisit hyödyntää 3D-tulostusta. Tehtävämme on tehdä teidän tuotantoprosesseistanne virtaviivaisempia ja kustannustehokkaampia."
![]()
Joni Kumpulainen
Head of Sales
Tel: +358 10 235 5143
E-Mail: myynti@maker3d.fi