")
")

Webshop News Posts on topic: pla
News
Osa 2. Vahvin FFF/ FDM tulostusmateriaali?

Lue artikkelin ensimmäinen osa tästä.
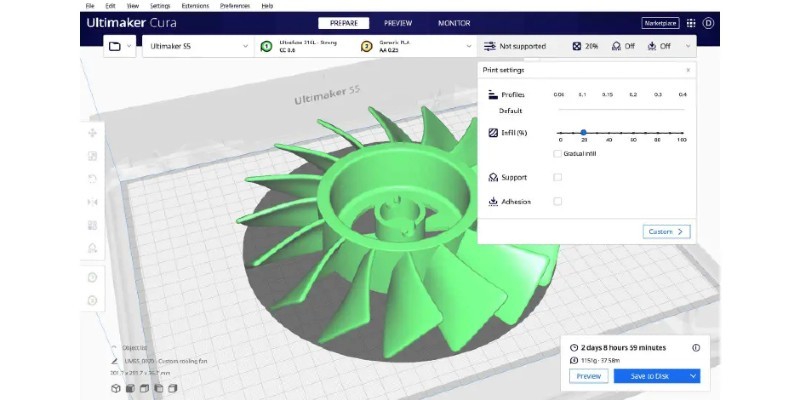
Jotta valmistettavasta kappaleesta tulee mahdollisimman onnistunut, on erittäin tärkeää optimoida tulostusasetukset. Kun tehdään osia 3D-tulostamalla on paitsi jokaisen materiaalin, myös osan asetukset mukautettava erikseen.
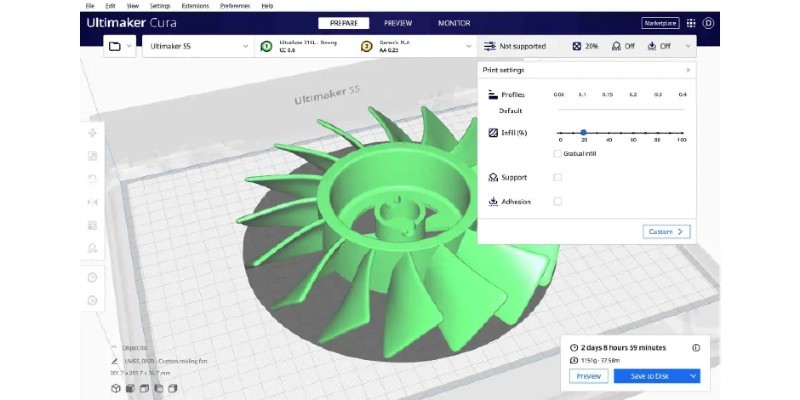
Kuva 1. Asetusten optimointia Cura-viipalointiohjelmassa
Tässä muutamia koottuja huomioita koskien tulostusasetuksia:
Täytön tyyppi ja tiheys (Infill type and density):
-
Täytön tyyppi ja tiheys ovat tärkeitä tulostetun osan lujuuteen vaikuttavia tekijöitä. Mitä suurempi täyttötiheys, sitä suurempi lujuus. Kovin korkeaa täyttötiheyttä ei kuitenkaan yleensä suositella, koska se kuluttaa paljon materiaalia ja pidentää tulostusaikaa. Voit lisätä osan lujuutta lisäämättä tiheyttä muuttamalla sisätäytön kuviota osan kuormitustavasta riippuen. Esimerkiksi puristuslujuustesteissä kolmio/ruudukkokuvioinen (Triangles, Lines & Grid) sisätäyttö tuottaa korkeamman Z-suuntaisen puristuslujuuden, kun taas Cubic- ja Gyroid-täyttökuviot tuottavat kappaleille kaikkein isotrooppisimman lujuuden. Useimmissa visuaalisissa tulosteissa voi käyttää noin 20 prosentin täyttöä, mutta vahvemmissa osissa suositellaan yli 50 prosentin täyttöä. Vaihtoehtoisesti voi käyttää modifiointiverkkoja luomaan suurempi täyttötiheys alueille, joilla jännitys on suurin.
Osien suunta (Part orientation)
- Osien suunnnan optimointi ei ehkä ole check listissä ensimmäisten huomioita vaativien seikkojen joukossa vahvemman tulosteen varmistamiseksi, mutta se on tärkeää ottaa huomioon. Vetolujuus on heikompi Z-akselilla 3D-tulostuksessa (tyypillisesti 40-70 % lujuudesta XY-akseliin verrattuna), erityisesti korkeissa ja ohuissa osissa. Tämän seurauksena on mietittävä osan tulostussuunta huolellisesti, jotta se vastaa vaadittua vahvuusakselia. Tätä tehdessä tulee myös huomioida tukirakenne ja löytää tasapaino sen perusteella, mikä kyseisessä osassa on tärkeintä.
Ulkopinnan paksuus (Shell Thickness)
- Osan ulkopinnan paksuutta kutsutaan sen vaipan paksuudeksi. Yleisesti ottaen mitä paksumpi kuori, sitä vahvempi osa. Tämän perusteella voi määrittää osalle tarvittavan vaipan paksuuden. Kaksinkertainen ulkokerroksen paksuus on yleensä hyvä lähtökohta vahvalle tulosteelle.
Työ ei ole vielä täysin valmis, kun kappale on 3D-tulostettu. On mahdollista lisätä osan lujuutta pienellä lisätyöllä. Puolikiteiset materiaalit, kuten nailon, PET, PEEK ja jotkin PLA:n muodot, voidaan lämpökäsitellä ja näin kasvattaa niiden vahvuutta vielä entisestään.
Seuraavassa on esimerkkejä sovellutuksista, joissa lujuus on kriittinen tekijä sekä materiaalit, joita kannattaa harkita tällaisissa tapauksissa.

Kuva 2. Volkswagenilla käytetään Ultimakerillä valmistettuja apuvälineitä.
Toiminnalliset prototyypit
Toiminnalliset prototyypit on tarkoitettu testaamaan ja esittelemään kehitettävän tuotteen lopullista toimivuutta. Toimivia prototyyppejä testataan laajalti, jotta saadaan tarkkaa tietoa osan käyttäytymisestä todellisessa sovellutuskohteessa. Tämä tarkoittaa, että prototyypin ja lopputuotteen ominaisuuksien on vastattava toisiaan, jotta testausvaiheessa syntyviin tietoihin voidaan luottaa. Koska toiminnalliset prototyypit ovat alttiita kulumiselle, niiden on oltava kestäviä. Tällaisissa sovellutuksissa käytetään yleisesti kestäviä PLA- ja PET-G-filamentteja. Kuitenkin mikä tahansa materiaali voi olla sopiva, kunhan se vastaa ominaisuuksiltaan materiaalia, jota lopulta käytetään massatuotantoon.
Loppukäyttökomponentit
Kun tulostetaan loppukäyttöön tulevia osia, materiaaleilta vaaditaan usein perusmateriaaleja parempia lujuusominaisuuksia. Esimerkkeinä mainittakoon polykarbonaatti, josta tehdään erityisen iskunkestaviä kappaleita kuten silmälaseja ja elekroniikkakoteloita. Toisaalla sellaisissa sovelluksissa missä vaaditaan hyvää kemikaalien kestoa, käytetään polypropyleeni, PETG:tä ja PCTG:tä
Teollisuuden apuvälineet
Teollisuuden apuvälineistä puhuttaessa tarkoitetaan työkaluja ja laitteita jotka auttavat osien valmistuksessa. Näitä käytetään myös kokoonpanovaiheessa nopeuttamaan osien kokoamista. Vahvoja ja kestäviä materiaaleja suositellaan tähän käyttötarkoitukseen, sillä ne voivat kulua paljon jatkuvassa käytössä. Nylon ja PETG ovat usein sopivia materiaaleja tähän tarkoitukseen käytettäväksi.
Toivottavasti näistä artikkeleista oli hyötyä sopivaa materiaalia mietittäessä! Voit olla yhteydessä verkkokaupan tiimiimme mikäli haluat lisää tietoa eri materiaaleista tai niiden käyttökohteista. Sähköpostitse meidät tavoittaa asiakaspalvelu@3d-tulostus.fi tai puhelimitse +358102355140.
Parhain terveisin,

Suvi Härkönen
Sales & Marketing
Maker3D
Osa 1. Vahvin FFF/ FDM tulostusmateriaali?

Ei liene liioiteltua sanoa, että useimmat 3D-tulostuksen kanssa tekemisissä olevat ovat usein miettineet "Mikä 3D-tulostusmateriaali on vahvin?". Oletpa sitten harrastaja tai asiantuntija, suurin osa projekteistasi tarvitsee vahvoja ja kestäviä materiaaleja. Tällä artikkelilla pyrimme vertailemaan kovimpia Ultimakerin valmistamia tulostusmateriaaleja.
Mitä vahvuus tarkoittaa 3D-tulostusmateriaalista puhuttaessa?
3D-tulostusmateriaalien vahvuus voidaan määritellä monella tavalla. Kaksi yleisimmin ymmärrettyä vahvuustyyppiä ovat vetolujuus ja taivutuslujuus eli kuinka paljon materiaalia voidaan venyttää ja taivuttaa. Seuraavassa yleiskatsauksessa luetellaan MegaPascal (MPa) paine, jonka jokainen materiaali kestää. Mitä korkeammat nämä lukemat ovat, sitä vahvempi on materiaali, kun siihen kohdistuu kyseisiä rasituksia. Käyttämämme numerot perustuvat Ultimaker-materiaalien teknisiin tietolehtiin. Muiden valmistajien materiaalien lukemat voivat vaihdella.
Parhaat FFF/FDM-materiaalit vahvojen osien tulostamiseen
Vahvimpien 3D-tulostusmateriaalien vertailussa käsittelemme seitsemää eri materiaalia, jotka ovat PLA, Tough PLA, ABS, PC, PET-G ja PP.
PLA
PLA eli polymaitohappo on erittäin monipuolinen ja suosittu FDM 3D-tulostusmateriaali. Sen suosio johtuu siitä, että se on helposti tulostettava materiaali, helposti saatavilla edulliseen hintaan ja sitä on saatavana useissa eri väreissä. Tästä syystä se on todennäköisesti ensimmäinen materiaali, jolla useimmat ihmiset tulostavat.
PLA:ta ei yleensä valita sen lujuusominaisuuksien vuoksi, koska materiaali on hauras. Jos halutaan valmistaa kappaleita mahdollisimman edullisesti, PLA voi olla sopiva materiaali joissakin tapauksissa. Jos osan on kestettävä taivutusta, on yleensä parempi käyttää eri materiaalia.
Vetolujuus: 53-59 MPa
Taivutuslujuus: 97-101 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä.
Tough PLA
Tough PLA on sitkeämpi versio tavallisesta PLA:sta. Siinä yhdistyy PLA:lta odotettavissa oleva helppo tulostettavuus. Tough PLA:ta käytettäessä päästään eroon perus PLA:n suurimmasta haitasta, hauraudesta. Tästä syystä se on ihanteellinen materiaalivalinta toiminnallisille prototyypeille, jotka tarvitsevat hieman joustavuutta.
Tough PLA ei ole yhtä hauras kuin tavallinen PLA ja sillä on suurempi vetolujuus kuin ABS:llä. Se on myös helpommin tulostuva filamentti kuin ABS sekä yhteensopiva vesiliukoisen PVA-tukiomateriaalin kanssa.

Kuva 1. Tough PLA -filamentti on helppokäyttöinen tekninen muovi
Vetolujuus: 45-48 MPa
Taivutuslujuus: 83-96 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä.
ABS
ABS joka tunnetaan myös nimellä akryylinitriilibutadieenistyreeni, on suosittu termoplastinen polymeeri. Se on tunnettu iskunkestävyydestään, kemikaalien, veden ja lämmönkestävyydestään. Sillä on myös erinomainen suorituskyky korkeissa ja matalissa lämpötiloissa, mikä tekee siitä täydellisen autokomponenttien valmistukseen. ABS:llä on myös hyvät sähköeristysominaisuudet, joten se on mainio valinta sähköosien koteloihin.
Lisäksi ABS on verrattain halvempaa kuin useimmat materiaalit ja suhteellisen helppo jälkikäsitellä. Tämän seurauksena se on erinomainen materiaali massatuotantoon ja sitä käytetään paljon erilaisten kappaleiden valmistukseen. Se, että ABS on helppo jälkikäsitellä tarkoittaa myös sitä, että siitä valmistettuja osia voidaan liimata ja maalata.
Vetolujuus: 34-36 MPa
Taivutuslujuus: 60-61 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä.
PC
Polykarbonaattifilamentti (PC) on jäykkä termoplastinen polymeeri, joka kestää lämpöä ja kemikaaleja. Se on erittäin luja materiaali, joka on suunniteltu käytettäväksi vaativissa ympäristöissä ja teknisissä sovelluksissa. Sillä on hyvä taipumislämpötila korkean lasittumislämpötilansa ansiosta, ja se on tyypillisesti saatavilla myös parannetulla iskunkestävyydellä.
PC:llä on lukuisia käyttökohteita jokapäiväisessä elämässä. Polykarbonaatti, toisin kuin pleksilasi, ei rikkoudu helposti. Se taipuu ja muotoutuu samalla tavalla kuin kova kumi. PC:llä on myös erinomainen optinen kirkkaus.
PC voi olla vaikea hiukan vaikeasti tulostettava materiaali sen korkean lämpötilan kestävyyden vuoksi. Käytännössä tämä tarkoittaa, että kappaleen vääntyminen voi olla ongelma. Oikean tulostusliiman valitseminen ja terävien kulmien välttäminen kappaleita mallintaessa voi auttaa tulostamaan onnistuneesti tällä materiaalilla.
Vetolujuus: 43-65 MPa
Taivutuslujuus: 89-114 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä
PETG
PETG eli polyeteenitereftalaattiglykoli on termoplastinen polyesteri, jota on kemiallisesti modifioitu lisäämällä glykolia kiteytymisen rajoittamiseksi ja sitkeyden parantamiseksi. Glykolin lisääminen parantaa PET:in, kestävyyttä ja muovattavuutta. Sillä on vahva iskunkestävyys ja kulutuksen kestävyys ja se kestää korkeampia lämpötiloja kuin PLA.
Erinomaisten ominaisuuksiensa ja suhteellisen alhaisen hinnan ansiosta PETG:tä käytetään yleisesti 3D-tulostuksessa. Se on hyvä tekninen materiaali, jota voidaan käyttää ABS:n sijasta. PETG:llä on vähemmän taipumusta vääntyä, mikä tarkoittaa että sillä on helpompi tulostaa tarkkoja osia.
Kuva 2. PETG:stä valmistettuja kappaleita
Vetolujuus: 38-44 MPa
Taivutuslujuus: 75-79 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä.
Nylon
3D-tulostukseen tarkoitettua nailonia löytyy yleisesti useissa muodoissa: PA6 ja PA6/66, jotka ovat nailonin jäykempiä versioita ja PA 12, joka on joustava nailontyyppi. Nailonissa on monia hyödyllisiä ominaisuuksia, jotka tekevät siitä houkuttelevan materiaalin 3D-tulostukseen. Nailon on sekä vahvaa ja kestävää että joustavaa. Tämä ominaisuus on hyödyllinen tulostettaessa kappaleita, joissa on ohuet seinämät.

Kuva 3. Nylonilla on mahdollista tulostaa toiminnallisia ja pikkutarkkoja kappaleita
Lisäksi nailonilla on korkea sulamispiste ja erittäin alhainen kitkakerroin, minkä ansiosta sitä voidaan käyttää toiminnallisten lukitusten, kuten hammaspyörien valmistukseen. Eräs Nylonin haittapuoli 3D-tulostusmateriaalina on, että se on erittäin hygroskooppinen, mikä tarkoittaa että se on herkkä kosteudelle.
Vetolujuus: 63-65 MPa
Taivutuslujuus: 63-83 MPa
Löydät materiaalin verkkokaupastamme täältä.
PP
Polypropeeni (PP) on laajalti käytetty muovi, jota löytyy melkein joka kodista. Se on yleinen materiaali varastointi- ja pakkaussovelluksiin sekä moniin perinteisiin valmistusmenetilmiin kuten ruiskuvaluun. PP:n suosio johtuu sen korkeasta kemikaalinkestävyydestä, lämmönkestävyydestä, iskunkestävyydestä ja joustavuudesta.
Sen ominaisuudet tekevät siitä täydellisen elintarvikepakkauksiin, ulkokäyttöön, kemikaalien varastointisäiliöihin ja jopa lääketieteellisiin sovelluksiin, kuten proteeseihin.
Vetolujuus: 10-12 MPa
Taivutuslujuus: 13-15 MPa
Löydät materiaalin verkkokaupastamme tästä.
Seuraavassa osassa käsittelemme mm. millaisilla asetuksilla vahvoja osia kannattaa tulostaa, kappaleiden jälkikäsittelyssä huomioitavia seikkoja sekä mitä materiaaleja eri käyttökohteissa kannattaa käyttää.
Parhain terveisin,
Suvi Härkönen
Marketin & Sales
Maker3D
Materiaaliesittelyssä biopohjainen 3D-tulostusmateriaali

Biomateriaalia?
3D-tulostusta ei aina pidetä kovin ympäristöystävällisenä toimintana, mm. tulostuksen ja jälkikäsittelyn ohessa syntyvä mikromuovi on haitallista maa- ja vesiympäristöissä. 3D-tulostuksessa on jo pitkään käytetty maissitärkkelyksestä valmistettavaa polymaitohappo- eli PLA-muovia joka kyllä on jossain määrin biohajoavaa, mutta prosessi ei tapahdu kovin nopeasti. Toisaalta tämä on ymmärrettävää, sillä käyttöesineeksi tulostettavat kappaleet eivät saa olla “itsestään tuhoutuvia.” Ja vaikka itse pohjamateriaali olisikin lopulta hajoavaa, lisä- ja väriaineet harvemmin ovat.
Oululainen Brightplus-niminen kemian yritys on lähestynyt tätä ongelmaa kehittämällä edelleen PLA-muovin koostumusta ja valmistusprosessia. Heidän tavoitteenaan on ollut hyödyntää mahdollisimman pitkälle teollisuuden sivuvirtoja ja muita muutoin jätteeksi päätyviä materiaaleja omina raaka-aineinaan. Materiaalin tarkka koostumus on liikesalaisuus, mutta sen voi sanoa olevan kemiallisesti modifioitua, ristiinsilloitettua polyesteriä. Sen rakennusaineina on käytetty luonnon omia uusiutuvia monomeereja ja polymeereja, kuten esimerkiksi käymisteitse aikaansaatua maitohappoa ja karboksyylihappoja. BrightBio® teknologian ansiosta lähtöaineet ovat homogeenisesti sekaisin rakenteessa, ja kemiallinen ristiinsilloittuminen epäorgaanisilla ainesosilla parantaa biopolyesterin ominaisuuksia. Tarvittaessa näitä ainesosia vaihtamalla voidaan itse materiaalia muokata käyttökohteeseen sopivaksi. Tyypillisesti epäorgaaniset ainesosat ovat piin oksideja, jotka ovat maankuoren yleisintä ainetta esim. kallioperän kiviaineksessa tai biotuhkan silikaateissa. BrightBio® teknologian avulla komponentit ovat reagoitettu polyesteriksi molekyylitasolla, mikä tuottaa kirkkauden ja hyvät mekaaniset ominaisuudet. Nämä ominaisuudet ovat yhdistelmä PLA:n ja PETG:n parhaista puolista.
Perusmateriaalin lisäksi Brightplussalla on kiinnitetty huomiota myös väriaineisiin, jotka on valmistettu kokonaan luonnonmateriaaleista. Esimerkkinä sininen väri on peräisin värimorsinko-kasvista ja keltainen sipulista. Muita värien raaka-aineita ovat mm. kalkki, noki ja levät.
Eräs FFF-tulostuksen pienehkö lisäongelma on tyhjäksi jääneiden filamenttikelojen kierrätys tai hävittäminen. Useimmiten kelat ruiskupuristetaan eri muovilaaduista, yleisimpinä PP, PS ja SAN. Nämä kelat ovat erittäin kestäviä ja ne voitaisiin helposti käyttää moneen kertaan. Kelojen alhaisen hinnan vuoksi filamenttivalmistajien ei ole kuitenkaan mielekästä tarjota tällaista palvelua. Kierrätettävyyden parantamiseksi Brightplus ei käytä standardikeloja, vaan BrightBio-filamentit on kelattu samasta materiaalista FFF-tulostamalla valmistetulle kelalle.
Viherpesuako?
PLA-muovia markkinoidaan useasti biohajoavana, mutta ko. prosessi kestää todellisuudessa useita vuosia. Ja sinänsä aiheellinen kysymys on myös, että kun PLA-pohjainen muovimateriaali lopulta hajoaa, ovatko hajoamistuotteet kokonaan muita yhdisteitä vai mureneeko muovi vain entistäkin haitallisemmaksi mikromuovirakeiksi. Eräiden sivustojen (3DNatives, 2021 & All3DP 2021) mukaan PLA:n täydelliseen hajoamiseen kuluu luonnon olosuhteissa 80+ vuotta.
Myöskään itse “biohajoavuus” ei aina ole selkeä käsite. Laveasti ottaen lähes kaikki materiaalit ovat “biohajoavia” jos vain aikaa annetaan tarpeeksi. Asiasta on kuitenkin olemassa jotain standardeja, kuten Eurooppalainen EN13432, jonka mukaan jokin pakkaus tai polymeeri on “kompostoituva” jos vähintään 90% sen massasta muuntuu hiilipäästöiksi 6 kuukauden aikana teollisessa kompostointilaitoksessa ja jäljelle jäävien lisä- yms. aineiden osuus ei ylitä 1% kokonaismassasta.
Kompostoinnissa taas on puhe puhtaasti ihmisen aikaansaamasta prosessista, joka tapahtuu suljetussa tilassa mikro-organismien vaikutuksesta hallitussa kosteudessa ja lämpötilassa (55-75 C). Tämän kaltaisissa olosuhteissa PLA:n hajoamisprosessin kesto vaihtelee viikoista kuukausiin. Mutta näillä ei ole mitään tekemistä luonnollisten olosuhteiden kanssa ja siksi on hieman harhaanjohtavaa markkinoida materiaalia kuluttajille “biohajoavana.” Käytännössä PLA-pohjaiset tuotteet tulisi käsitellä kuten mikä tahansa muukin keinotekoinen materiaali eli saattaa se jätehuollon piiriin. Kestomuovina PLA:n kierrätys on myös mahdollista, kunhan sekaan ei päädy kontaminaatiota, i.e. muita muovilaatuja tai roskia.
Toinen keskeinen tekijä muovimateriaalin kierrätettävyyden (ja myös käyttöturvallisuuden) kannalta on peruspolymeerin lisä- ja seosaineistus. Lähes jokaisessa 3D-tulostusfilamentissa on ainakin yksi lisäaine, eli väriaine. Koska yksistään PLA:n nimellä myytäviä tulostusfilamentteja on lukemattomia, todelliset lisä- ja seosainepitoisuudet voivat olla lähes mitä tahansa. Pahimmillaan (tai parhaimmillaan) jopa 40% filamentin massasta voi olla jotain muuta kuin peruspolymeeria. Useasti tarkempi koostumus selviää materiaalin SDS-dokumentaatiosta ja voikin tulla yllätyksenä.
Kaiken tämän pohdinnan jälkeen, tulostusfilamenttien kohdalla olisi ehkä mielekkäämpää puhua “raaka-aineiden orgaanisuudesta” kuin biohajoavuudesta. Ja tässä pääosaan nousevat väri- ja muut lisäaineet ja niiden alkuperä. Ja juuri tällä BrightBio-filamentit pyrkivät erottumaan joukosta. BrightPlus ei ole maailman, tai edes Euroopan mittakaavassa ainoa filamenttivalmistaja, joka pyrkii hyödyntämään teollisuuden sivutuotteita.
Käytännön kokemuksia
Tähän mennessä meille on ehtinyt kertyä jo melko paljon kokemusta BrightBio-filamenttien tulostuksesta, sillä olemme testanneet heidän prototyyppifilamenttejaan jo kauan ennen materiaalin virallista julkaisemista. Näiden prototyyppien testikäytössä suurimmaksi ongelmaksi muodostuivat filamentin paksuusvaihtelut, sillä nämä filamentit oli pursotettu yksinkertaisilla koneilla jotka eivät tuottaneet kovin tasalaatuista lankaa. Tämäkin ongelma tosin korjaantui helposti sammuttamalla Ultimaker S-sarjan tulostimen syöttimessä sijaitseva filamenttisensori. Siirryttyämme tuotantolaatuiseen filamenttiin nämäkin pikkuvaivat katosivat.
Olemme tulostaneet erinäisillä BrightBio-filamenteilla hyvin erilaisia esineitä, alkaen lanseeraustilaisuuden kasviruukuista aina lautasliinatelineisiin (Kuva 1). Toiminnalliset osat ovat jääneet vähemmälle, sillä materiaali ei ole lujimmasta päästä PLA:n tapaan. Materiaalin tulostettavuus on “erittäin helppo,” ja tulostus onnistuu hyvin tavallisen PLA:n “Generic PLA” asetuksilla, vaikka TDS-dokumentissa suositellaankin käyttämään mallin jäähdytyspuhaltimille 50% nopeutta. Materiaalin tarttuvuus alustaan on juuri sopiva, ja se irtoaa PEI-flexplatesta siististi pienellä taivuttamisella. Emme ole testanneet BrightBion lasin “lastuamispotentiaalia”, mutta kokemuksen perusteella pitäisin sitä melko turvallisena lasille vaikka liiman käyttö unohtuisikin.
Kuva 1. Kaksikomponenttitulostuksella valmistettu lautasliinateline.
Allekirjoittaneen tulostukset ko. materiaalilla ovat keskittyneet erilaisiin testimalleihin, joukossa mm. tuttu 3DBenchy. Tämä malli tuli tulostettua Cura 4.12 julkaisun jälkeen, ja pitihän sitä sitten tarkistaa, ettei Elder puhunut pötyä kun väitti YouTube-videolla tulostusjäljen parantuneen huimasti asetusten hienosäädöllä. Ja toden totta, Draft 0.2 intent profilella tulostetun Benchyn pystyseinämillä näkyi huimasti enemmän “soimisilmiötä” mitä Default 0.2:lla. Tulostusaika tosin oli 48 min versus 87 min, eli tämä pinnanlaadun paraneminen tapahtuu kuten lähes aina, ajan kustannuksella. Tosin mielenkiintoisesti hytin ikkunoiden yläreunat pysyivät paremmin muodoissaan Draft 0.2:lla, ehkäpä suuttimen suurempi XY-nopeus ei anna materiaalille aikaa romahtaa alas. Default-profiililla tulostettu 3DBEnchy on esitelty kuvissa 2 ja 3.
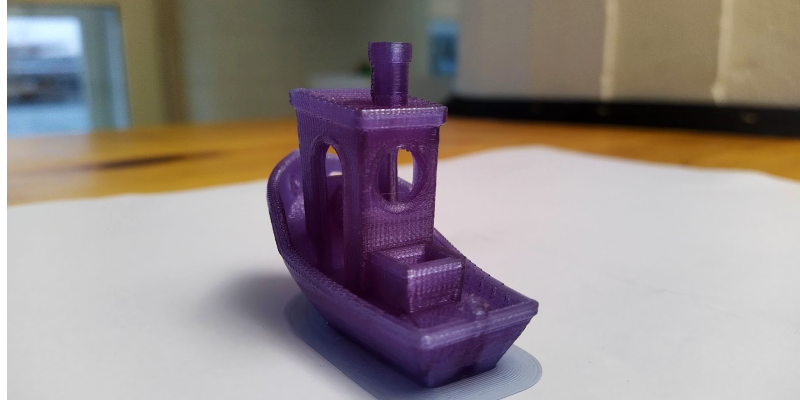
Kuva 2. BrightBiosta Default 0.2 intent profilella tulostettu 3DBenchy, takaa.
Kuva 3. BrightBiosta Default 0.2 intent profilella tulostettu 3DBenchy, edestä.
Detaljien tulostumista testasin toisella koemallilla, jossa on mm. eripituisia siltoja ja overhang angleja (Kuva 4). Tämä malli tulostui lähes kympin arvoisesti, jopa 16 mm pituinen siltaosio pysyi paikoillaan eikä overhang anglen testipalojen alapinta romahdellut. Muidenkin yksityiskohtien toistuminen oli priimaa.

Kuva 4. Detaljien testimalli (linkki: https://www.thingiverse.com/thing:1019228 )
Saman arvion voi myös antaa muistakin toimistolla tulostetuista kappaleista. Kunnolla kalibroidulla kahden pursottimen koneella onnistuu hienosti myös kaksivärinen tulostus, kuten Kuvan 1 lautasliiinateline osoittaa. Eli näillä kokemuksilla käytän mielelläni BrightBioa omissa töissäni.
Materiaalit ovat ostettavissa verkkokaupassamme!
Ja lopuksi vielä linkit TDS- ja SDS-dokumentteihin, olkaapa hyvät:
Terveisin,

Aleksis Lehtonen
Support & Service- Maker3D
Viitteet:
3D Natives 2021: Is PLA filament actually biodegradable? WWW-sivusto: https://www.3dnatives.com/en/pla-filament-230720194/ (viitattu 1.12.2021)
All3DP 2021: Is PLA actually biodegradable? WWW-sivusto: https://all3dp.com/2/is-pla-biodegradable-what-you-really-need-to-know/ (viitattu 1.12.2021)
Materiaaliesittelyssä 3DXTech 3DXSTAT ESD-PLA

PLA eli maitohapon polymeeri on jo kaikille tuttu 3D-tulostuksen “perusmateriaali”, jonka suosion takana on ollut jo pitkään helppo tulostettavuus, halpa hinta ja monipuolinen värivalikoima. Otimme verkkokauppaamme jälleenmyyntiin materiaalivalmistaja 3DXTechin tuotteita. Kyseiseltä valmistajalta löytyy ESD-ominaisuuksia sisältävät versiot lähes kaikista muistakin tulostusmateriaaleista osana 3DXSTAT-tuoteperhettä.
Tuote verkkokaupassamme: http://www.3d-tulostus.fi/3DXSTAT-ESD-PLA
ESD-materiaaleista ensimmäisenä meillä otettiin testiin ESD-PLA. Materiaalin värivaihtoehtona on musta. 3DXTechin materiaalikelat ovat hiukan erikokoiset verrattuna Ultimakerin keloihin, joten käytettävyydessä voi olla eroja. Tämä tulee ottaa huomioon varsinkin Material Stationia käytettäessä ja suosittelemmekin tämän kelan tulostamista normaalin kelapidikkeen kanssa. Olemme olleet yhteydessä materiaalivalmistajaan ja myös kapeammat kelat ovat olleet tarkoituksena tuoda myöhemmin markkinoille.

Kuva 1. 3DXTechin 1000g filamenttikela.
Koetulostuksessa haluttiin testata materiaalin mitoissa pysymistä, joten testitulosteeksi valittiin pieni piirilevyille tarkoitettu jigi (Kuva 2.) Malli tulostettiin AA 0.4 ytimellä suositelluilla asetuksilla, eli viipalointi tehtiin Curan Engineering- intent profiililla 0,15 mm kerrospaksuudella, tulostusajaksi tuli 35 min. Tulostusalustalle levitettiin ohuelti Dimafix-yleisliimaa, jolla saatiin hyvä tarttuvuus. Valmis malli irtosi hetkessä alustasta tavallisen PLA-muovin tapaan pikajäähdyttämällä tulostusalustaa kylmällä vedellä.

Kuva 2. Tulostuksessa käytetty testimalli, ulkomitat 54 x 35 x 2,5 mm.
Valmiin kappaleen mitat olivat ulkopinnoilta 54,2 x 35,1 x 2,5 mm, joten pientä laajenemaa tapahtui XY-tasossa. Sisäosan mitat olivat taas 39,9 x 17,8 mm, joten materiaali laajenee tulostettaessa jonkin verran. Nämä mittavirheet voidaan ottaa huomioon ja toteuttaa muutokset 3D-malliin tarvittaessa. ESD-PLA:n lämpötila-asetuksiksi suositellaan hieman tavallista PLA:ta korkeampaa suuttimen lämpötilaa, 210-220 C, sillä ESD-PLA on seostettu hiilellä ja on siten hieman jähmeämpää sulana. Tulostusalustan lämmöiksi suositellaan samaa kuin tavallisella PLA:lla, 25-60 C. Lämpöjen puolesta materiaalin pitäisi siis olla hyvin yhteensopivaa eri tukimateriaalien kanssa. Tulostusalustalle suositellaan käyttämään joko sinistä maalarinteippiä tai hiuslakkaa, mutta itse en käyttäisi kumpaakaan sillä Dimafix toimi loistavasti, kuten todennäköisesti myös Magigoo Original.
Pienenä erikoisuutena mainittakoon mahdollisuus hienosäätää tulosteen pinnan resistanssia tulostuslämpötilaa muuttamalla (Kuva 3.) Jos testauksessa vaikkapa havaitaan kappaleen resistanssi liian suureksi, tulostuslämpötilaa nostamalla resistanssi pienenee.

Kuva 3. Kappaleen pinnan resistanssi tulostuslämpötilan funktiona.

Kuva 4. Valmis testituloste.
Testitulosteen (Kuva 4) visuaalinen jälki oli hyvä, kerrosten tarttuvuus toisiinsa oli hyvä eikä mitään ali- tai ylipursotusta näkynyt. Vaikka SDS-dokumentin mukaan filamentti on seostettu alle 10% määrällä hiilinanoputki-materiaalia, mallin pinnassa ei näy minkäänlaista komposiittifilamenteille tuttua karheaa tekstuuria. Kokonaisuutena tulosteen ulkonäkö on hyvä ja ohuemmalla kerrospaksuudella sitä voi entisestään parantaa kerrosrajojen näkyvyyden pienentyessä. Valmiissa tulosteissa on mattapinta.
Loppuhuomautuksena vielä, että vaikka ko. materiaali onkin matalaseosteinen, se on silti jonkinasteinen komposiittifilamentti. Valmistaja ei suoraan suosittele kulutusta kestävää suutinta, mutta asia on silti hyvä tiedostaa mikäli aikoo tulostaa paljon ESD-materiaaleja. Sama asia pätee todennäköisesti muihinkin saman tuoteperheen materiaaleihin.
Linkki TDS- ja SDS-dokumentteihin:
https://www.3dxtech.com/tech-data-sheets-safety-data-sheets/
Terveisin,

Aleksis Lehtonen
Support & Service- Maker3D
Materiaaliesittelyssä BASF Ultrafuse PLA PRO1

Materiaalitestausvuorossa BASF PLA PRO1 Black
Materiaalista esittelytarjous -20% 30.09.-14.10.2020
Perinteisen PLA:n puhutuimpia heikkouksia on hauraus. Usein tästä syystä pyritään välttämään PLA:n käyttöä, koska sen ei uskota kestävän mekaanista rasitusta halutuissa käyttökohteissa. Yleensä PLA päädytään korvaamaan ABS tai PC-polymeeristä valmistamalla, mutta näissäkin materiaaleissa on omat haasteensa tulostamisen suhteen. Kun päädytään käyttämään ABS tai PC-polymeerejä, on suositeltavaa hankkia teollisen tason 3D-tulostin lämmitetyllä kammiolla. Tällaisilla ominaisuuksilla varustetut 3D-tulostimet ovat kookkaita ja useasti kankeita käytettävyydeltään, puhumattakaan korkeista materiaalikustannuksista, kun käytettävät filamentit ovat hintavia.
Työkaluvalmistukseen on kehitetty useita materiaaleja ja tässä artikkelissa käsiteltävä “paranneltu” BASF PRO1 PLA pyrkii yhdistämään sitkaampien polymeerien mekaaniset ominaisuudet PLA:n helppoon tulostettavuuteen. PLA:n toinen heikkous on ollut sen matala lämpötilankesto. PRO1 PLA:n vicat lämpöpehmenemispiste on tulostuksen jälkeen 57 °C, mutta uunituksen (päästön) jälkeen voidaan saavuttaa jopa 150 °C vicat lämpöpehmenemispiste. PLA:n riittäessä ei vaadittaisi lämmitetyllä tulostuskammiolla varustettua tulostinta, sillä työt voisi toteuttaa millä tahansa työpöytätulostimella edullisesti ja helposti.
Materiaalin mekaaniset ominaisuudet:

Tulostettavuus
Jo materiaalikelalta otettaessa filamentti tuntuu huomattavasti jäntevämmältä, eikä sitä pysty taittelemaan poikki vastaavasti kuten perinteistä PLA:ta.
Suositellut tulostusparametrit:

Koetulostuksissa käytettiin Ultimaker S3 -3D-tulostinta ilman lisäkotelointia. PRO1 ei vaadi alustan tarttumisen parantamiseksi liimaa, mutta tällä kertaa oli käytössä Tesa-paperiliima, sillä se helpottaa kappaleen irroittamista ja suojaa lasia.
Ensimmäisessä koetulosteessa käytössä Cura 4.7, Engineering 0.15mm -profiili ja 0.4mm tulostusydin. Esiasetettuun profiiliin nostettiin 30mm/s oletustulostusnopeutta -> 50mm/s.

Kappale kiinnittyi todella hyvin alustaan, eikä nurkissa ollut havaittavissa käpristymiä. Profiilissa oletusasetus alustan kiinnittymiseen on “Brim”. Tässä tapauksessa “Skirt” olisi toiminut oletusasetuksena paremmin.

Tulosteessa ei ole havaittavissa juurikaan ongelmakohtia. Tulostusprofiilin lämpötilaa hiukan laskemalla yksityiskohtien toistettavuutta voitaisiin parantaa.


Ilmasillat tulostuivat hyvin annetuilla asetuksilla.

Työkalun tulostus
Toisena tulosteena valmistettiin yläjyrsimeen harppijigin prototyyppi. Tämän työkalun avulla yläjyrsimellä voidaan toteuttaa työstöä portaattomasti säätyvällä säteellä. Tässä tulosteessa oli käytössä samat asetukset kuin aiemmin tulostetussa testitulosteessa. Kerrosten välisen kestävyyden varmistamiseksi lämpötilaa ei laskettu.

Tuloste onnistui ongelmitta, mutta kappaleen irroittamisessa piti käyttää apuna vesihanaa ja juoksevaa kylmää vettä tulostusalustan kääntöpuolella.
Vinkkinä tähän, suosittelisin tämän materiaalin kanssa käytettäväksi alustaan liimattavia kalvoja, jotka suojelevat tulostusalustan lasia paperiliimaa paremmin. Tulosteen liiallinen tarttuminen voi aiheuttaa lasiin lohkeamia irroitusvaiheessa.

Itse tuloste toimi testikäytössä todella hyvin. Jyrsintävaiheessa lämmin puupuru hiukan pehmensi materiaalin keskiaukon reunoja ja aiheutti samalla kulumaa. Tässä käytössä materiaalille voisi harkita artikkelin alkuvaiheessa mainittua lämpökäsittelyä, lämpötilankeston kasvattamiseksi. Lämpökäsittely voi kuitenkin muokata kappaleen mittoja, joten sen toteutusta kannattaa harkita tarvekohtaisesti.
Yhteenvetona näiden testien jälkeen voin hyvinkin uskoa lisääväni tämän materiaalin omaan “suositellut”-listaan. Materiaali on todella helppo tulostaa ja tarttuvuus alustaan on liiankin hyvä.
Materiaalin tietolehtinen (EN/PDF): https://www.ultrafusefff.com/wp-content/uploads/2016/06/BASF-Forward-AM-Ultrafuse-PLA_Pro_1_Product_Onepager_05-02-20_Web.pdf
TDS (EN/PDF): https://www.ultrafusefff.com/wp-content/uploads/2016/06/Ultrafuse_PLA_PRO1_TDS_EN_v3.2.pdf
SDS (EN/PDF): https://www.ultrafusefff.com/wp-content/uploads/2016/06/ULTRAFUSEPLAPRO1_971648_SDS_GEN_00_EN_2-0.pdf
Terveisin,

Keijo Johansson
Tekninen tuki
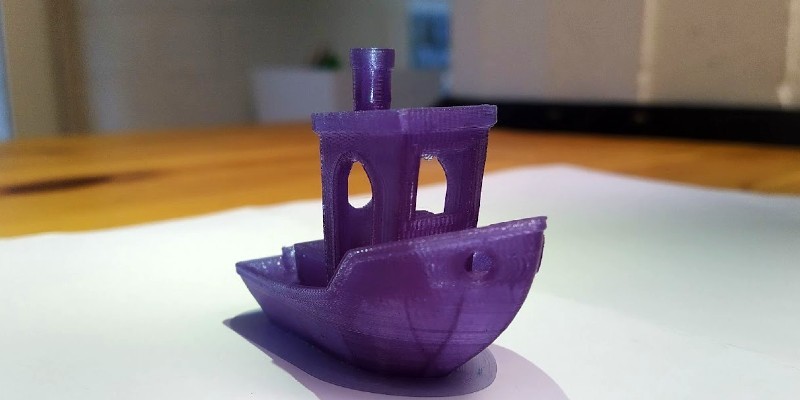
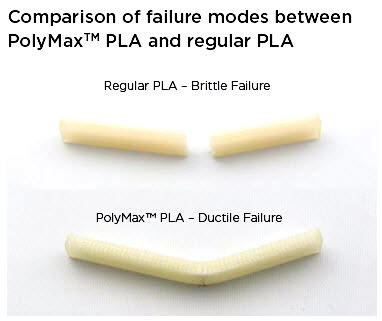
PolyMax PLA 3kg!
Polymaker tarjoaa ratkaisua pitkien tulostusten pakollisiin materiaalirullien vaihtoihin. Tämä työläs työvaihe joudutaan toistamaan isoissa tulosteissa monta kertaa ja on tulostuksen onnistumisen kannalta riskaabeli toimenpide. Nyt on siis tarjolla sitä, mitä isojen FDM-tulosteiden tekijät ovat kaivanneet. Kolmen kilon pakkaukseen erittäin hyvillä ominaisuuksilla olevaa PLA:ta, joka on tehty pysymään toimintavarmana pitkissä tulostuksissa.
- PLA, jolla on erinomaiset mekaaniset ominaisuudet
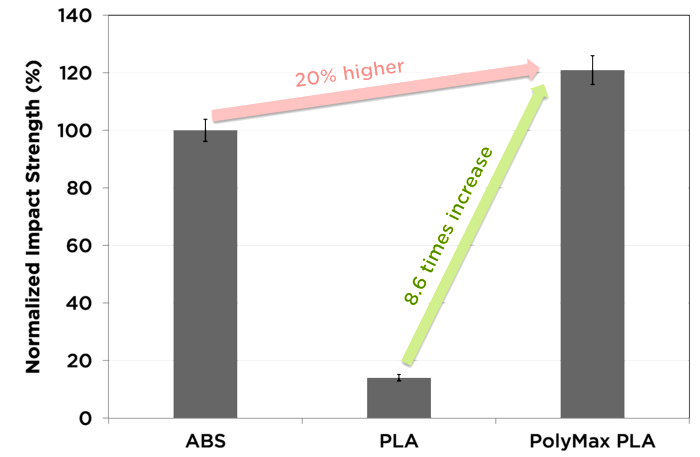
- PolyMax PLA -laitteella painettujen osien iskulujuus on 9-kertainen verrattuna tavallisiin PLA-tulosteisiin ja 20% suurempi kuin ABS-tulostetuissa osissa
- tulostaa samankaltaisissa olosuhteissa kuin PolyPlus PLA; omaa saman korkean tulostuslaadun kuin PolyPlus PLA
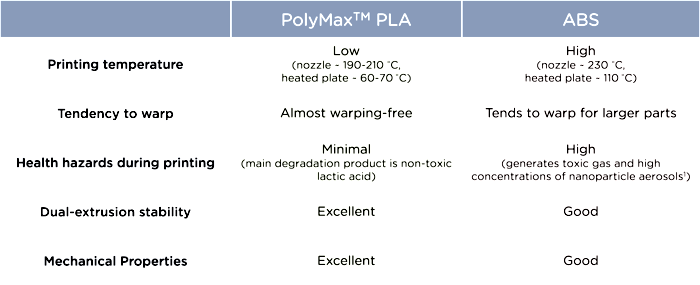
- ihanteellinen vaihtoehto ABS:n korvaamiseen monissa tilanteissa
- useimmissa 3D-tulostusskenaarioissa lämmön aiheuttamat vääristymät lähes olemattomia
- minimoitu suuttimien tukkeentuminen
Uutiset: Polymaker PolySmooth ja PolySher
Polymaker on julkaissut PolySmooth & PolySher -tuoteperheen silotettaville tulosteille.

http://www.polymaker.com/shop/polysmoothpolysher/
PolySmooth on PLA:n tavoin tulostettava tulostusmateriaali FDM-tekniikan 3D-tulostimiin, jonka voit ABS:n tavoin silottaa jälkikäsittelyllä. Materiaali ei sisällä samoja haasteita mitä ABS:ää tulostaessa, joita ovat esimerkiksi käyristyminen ja tuoksuhaitat.
PolySher on jälkikäsittelylaite mitä käytetään PolySmooth -tulosteiden silottamiseen. Laite on täysin automatisoitu suorittamaan tarvittavat toimenpiteet turvallisesti ja se on täysin ilmatiivis. Lisäksi laite on todella helppokäyttöinen
Opas: Kappaleiden jälkikäsittely

Lue kattava opas 3D-tulostettujen kappaleiden jälkikäsittelystä
https://www.fictiv.com/resources/starter/ultimate-guide-to-finishing-3d-printed-parts
Artikkelissa käydään läpi kolmen eri tulostusmateriaalin (ABS, PLA ja VeroBlack) jälkikäsittelyä esimerkkitulosteen avulla. Jälkikäsittelyn laatua analysoidaan ja niitä vertaillaan. Mukana mm. yleisesti käytössä oleva XTC-3D, jota löytyy verkkokaupastamme .