")
")

Webshop News Posts on topic: tooling
News
3D-tulostus apuna pikavalmistuksessa
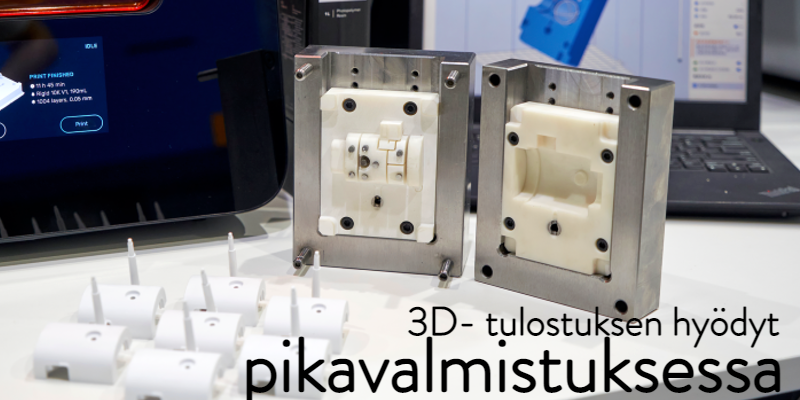
Haluatko vauhdittaa tuotekehitystä, iteroida nopeammin ja tuoda kustannustehokkaammin tuotteita markkinoille? Ota Formlabs 3D-tulostimet osaksi tuotekehitysprosessiasi jo ennen massatuotantoon ryhtymistä sekä myös valmistaaksesi edullisesti räätälöityjä loppukäyttöosia.
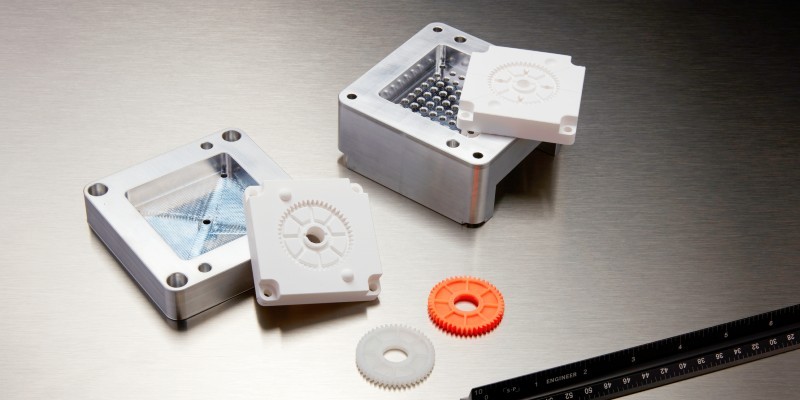
Formlabs 3D-tulostimien avulla tuet erilaisia perinteisiä valmistusprosesseja muovi-, silikoni- tai kumiosien, komposiittien ja jopa metalliosien valmistuksessa. 3D-tulostusta voidaan hyödyntää esimerkiksi seuraavanlaisissa sovellutuksissa:
-
Ruiskupuristus
-
Lämpömuovaus
-
Päällysmuovaus ja inserttivalu
-
Puristusmuovaus
-
Valaminen
-
Metallilevyn muotoilu
Sileän pinnan ja suuren tarkkuuden ansiosta SLA- tulostusmenetelmä on erinomainen valinta, kun halutaan valmistaa nopeasti laadukkaita työkaluja. Tarvitsetpa sitten taipuisia työkaluja, joissa on hyvä iskunkestävyys tai muotteja jotka kestävät lämpöä tai painetta, Formlabsilta löytyy materiaaleja kaikkiin käyttötarkoituksiin. 3D-tulostus on perinteisiin valmistusmenetelmiin verrattuna nopeampaa sekä myös edullisempaa.
Heräsikö kysymyksiä? Meidät tavoittaa sähköpostitse asiakaspalvelu@3d-tulostus.fi tai puhelimitse +358 10 235 5140.
Ota yhteyttä, niin katsotaan kuinka voisimme tehostaa tuotantoprosessiasi!
Lue Radip Prototyping- artikkelimme tästä linkistä
Parhain terveisin,

Suvi Härkönen
Sales & Marketing
Maker3D
Materiaaliesittelyssä BASF Ultrafuse PLA PRO1

Materiaalitestausvuorossa BASF PLA PRO1 Black
Materiaalista esittelytarjous -20% 30.09.-14.10.2020
Perinteisen PLA:n puhutuimpia heikkouksia on hauraus. Usein tästä syystä pyritään välttämään PLA:n käyttöä, koska sen ei uskota kestävän mekaanista rasitusta halutuissa käyttökohteissa. Yleensä PLA päädytään korvaamaan ABS tai PC-polymeeristä valmistamalla, mutta näissäkin materiaaleissa on omat haasteensa tulostamisen suhteen. Kun päädytään käyttämään ABS tai PC-polymeerejä, on suositeltavaa hankkia teollisen tason 3D-tulostin lämmitetyllä kammiolla. Tällaisilla ominaisuuksilla varustetut 3D-tulostimet ovat kookkaita ja useasti kankeita käytettävyydeltään, puhumattakaan korkeista materiaalikustannuksista, kun käytettävät filamentit ovat hintavia.
Työkaluvalmistukseen on kehitetty useita materiaaleja ja tässä artikkelissa käsiteltävä “paranneltu” BASF PRO1 PLA pyrkii yhdistämään sitkaampien polymeerien mekaaniset ominaisuudet PLA:n helppoon tulostettavuuteen. PLA:n toinen heikkous on ollut sen matala lämpötilankesto. PRO1 PLA:n vicat lämpöpehmenemispiste on tulostuksen jälkeen 57 °C, mutta uunituksen (päästön) jälkeen voidaan saavuttaa jopa 150 °C vicat lämpöpehmenemispiste. PLA:n riittäessä ei vaadittaisi lämmitetyllä tulostuskammiolla varustettua tulostinta, sillä työt voisi toteuttaa millä tahansa työpöytätulostimella edullisesti ja helposti.
Materiaalin mekaaniset ominaisuudet:

Tulostettavuus
Jo materiaalikelalta otettaessa filamentti tuntuu huomattavasti jäntevämmältä, eikä sitä pysty taittelemaan poikki vastaavasti kuten perinteistä PLA:ta.
Suositellut tulostusparametrit:

Koetulostuksissa käytettiin Ultimaker S3 -3D-tulostinta ilman lisäkotelointia. PRO1 ei vaadi alustan tarttumisen parantamiseksi liimaa, mutta tällä kertaa oli käytössä Tesa-paperiliima, sillä se helpottaa kappaleen irroittamista ja suojaa lasia.
Ensimmäisessä koetulosteessa käytössä Cura 4.7, Engineering 0.15mm -profiili ja 0.4mm tulostusydin. Esiasetettuun profiiliin nostettiin 30mm/s oletustulostusnopeutta -> 50mm/s.

Kappale kiinnittyi todella hyvin alustaan, eikä nurkissa ollut havaittavissa käpristymiä. Profiilissa oletusasetus alustan kiinnittymiseen on “Brim”. Tässä tapauksessa “Skirt” olisi toiminut oletusasetuksena paremmin.

Tulosteessa ei ole havaittavissa juurikaan ongelmakohtia. Tulostusprofiilin lämpötilaa hiukan laskemalla yksityiskohtien toistettavuutta voitaisiin parantaa.


Ilmasillat tulostuivat hyvin annetuilla asetuksilla.

Työkalun tulostus
Toisena tulosteena valmistettiin yläjyrsimeen harppijigin prototyyppi. Tämän työkalun avulla yläjyrsimellä voidaan toteuttaa työstöä portaattomasti säätyvällä säteellä. Tässä tulosteessa oli käytössä samat asetukset kuin aiemmin tulostetussa testitulosteessa. Kerrosten välisen kestävyyden varmistamiseksi lämpötilaa ei laskettu.

Tuloste onnistui ongelmitta, mutta kappaleen irroittamisessa piti käyttää apuna vesihanaa ja juoksevaa kylmää vettä tulostusalustan kääntöpuolella.
Vinkkinä tähän, suosittelisin tämän materiaalin kanssa käytettäväksi alustaan liimattavia kalvoja, jotka suojelevat tulostusalustan lasia paperiliimaa paremmin. Tulosteen liiallinen tarttuminen voi aiheuttaa lasiin lohkeamia irroitusvaiheessa.

Itse tuloste toimi testikäytössä todella hyvin. Jyrsintävaiheessa lämmin puupuru hiukan pehmensi materiaalin keskiaukon reunoja ja aiheutti samalla kulumaa. Tässä käytössä materiaalille voisi harkita artikkelin alkuvaiheessa mainittua lämpökäsittelyä, lämpötilankeston kasvattamiseksi. Lämpökäsittely voi kuitenkin muokata kappaleen mittoja, joten sen toteutusta kannattaa harkita tarvekohtaisesti.
Yhteenvetona näiden testien jälkeen voin hyvinkin uskoa lisääväni tämän materiaalin omaan “suositellut”-listaan. Materiaali on todella helppo tulostaa ja tarttuvuus alustaan on liiankin hyvä.
Materiaalin tietolehtinen (EN/PDF): https://www.ultrafusefff.com/wp-content/uploads/2016/06/BASF-Forward-AM-Ultrafuse-PLA_Pro_1_Product_Onepager_05-02-20_Web.pdf
TDS (EN/PDF): https://www.ultrafusefff.com/wp-content/uploads/2016/06/Ultrafuse_PLA_PRO1_TDS_EN_v3.2.pdf
SDS (EN/PDF): https://www.ultrafusefff.com/wp-content/uploads/2016/06/ULTRAFUSEPLAPRO1_971648_SDS_GEN_00_EN_2-0.pdf
Terveisin,

Keijo Johansson
Tekninen tuki