")
")

Verkkokauppa Uutiset Viestit aiheesta: 316L
Uutiset
Ultimaker S5 metallibundle
Oletko kiinnostunut metallitulostuksesta, eikä sinulla ole sille yhteensopivaa tulostinta?
Polkaisimme tuoreen Ultimaker Metal Extension Kit:n julkaisun myötä Ultimaker S5 metallibundlen verkkokauppaamme.
Tämä bundle sisältää kaikki tulostamiselle tarvittavat komponentit *...
- Tulostimen lisäksi mukaan tulee Ultimaker Air Manager mikä pitää haitalliset pienhiukkaset poissa työtiloista.
- Tulostimen alle saat rullien päällä kulkevan laatikoston missä voit säilyttää tulostusmateriaaleja, sekä työkaluja ja tarvikkeita.
- Ultimaker Metal Expansion Kit missä muunmuassa 1kg 17-4 PH rosterifilamenttia ja rajapintoihin käytettävää keraamifilamenttia.
*Tarkemmat tuotetiedot löydät tuotesivuilta
Metallibunden saat nyt kampanjahintaan 7829€ (alv. 0%).
Tästä tuotesivulle / http://www.3d-tulostus.fi/Ultimaker-S5-Metal-Bundle
Suosittelemme lisäksi vierailemaan Ultimakerin sivuilla mistä löydätte ison joukon asiakastarinoita ja sovellutuskohteita
https://www.ultimaker.com/applications/metal-parts
Ota yhteyttä asiakaspalveluumme, jos haluat tietää lisää. Bundle nähtävissä myös Alihankinta 2022 -messuilla!
Terveisin,

Keijo Johansson
Maker3D
Ultimaker Metal Expansion Kit

Ultimaker on julkistanut Metal Expansion Kit -paketin yhteistyössä BASF:n kanssa mahdollistaen nyt myös metallitulostamisen Ultimakerin S5-tulostimilla.
Metal Expansion Kit -paketti tekee metallikappaleiden 3D-tulostamisesta helpompaa ja edullisempaa. Lanseerattu tuote sisältää pääsyn jälkikäsittelypalveluihin, BASF:n Ultrafuse 17-4PH filamentin sekä BASF Forward Support Layer- tukimateriaalin, kaksi tulostusydintä; Ultimaker Print Core CC 0.4:n ja Print Core DD 0.4:n, joka on suunniteltu kestämään erityisesti kovaa kulutusta. Metal Expansion Kit:ssä on lisäksi Magigoo Pro Metal tulostusliima. Pysyviä laitteistomuutoksia ei tarvita, koska Metal Expansion Kitin mukana tulevat tulostusytimet ja materiaalit voidaan vaihtaa kuten mitkä tahansa muutkin tulostusytimet tai filamentit.
Ultimaker Metal Expansion Kit soveltuu työkalujen, jigien ja kiinnikkeiden, varaosien, prototyyppien ja komponenttien tulostamiseen. Toukokuussa julkaistussa Cura 5.0 viipalointiohjelman uusimmassa päivityksessä on optimoitu metalliosien tulostuksen mittatarkkuutta skaalaamalla kappaleet automaattisesti.
Uutisoimme tuotteesta lisää tulevien viikkojen aikana! Näillä näkymin Metal Expansion Kit tulee myyntiin heinäkuussa 2022.
Heräsikö kysymyksiä? Voit olla yhteydessä minuun suvi.harkonen@maker3d.fi tai asiakaspalveluumme asiakaspalvelu@3d-tulostus.fi. Meidät tavoittaa myös puhelimitse +358102355140.
Parhain terveisin,

Suvi Härkönen
Sales & Marketing
Maker3D
Material review, BASF Ultrafuse 316L

Alloy 3D printing filament
Quite a few readers who are familiar with steel grades, might already know the 316L. This AISI 316l stainless steel alloy is also known by the name A4. It is an austenitic alloy that is widely used in chemical and food industries, medical devices, waterworks plumbing and shipbuilding.
BASF - one of the world's largest chemical companies, has managed to incorporate this alloy in a FFF 3D printing filament. This product, Ultrafuse 316L, is not a novel product anymore, but we haven't introduced it properly before. A more recently launched product is highly similar, but contains stainless alloy called 17-4PH instead.
Metal FFF printing process explained
When metal 3D printing is mentioned, the first and usual impression is 500 000 € machines and hazmat suits for the powder handlers. BASF´s approach is different and much more clean. The metal powder still exists, but has been mixed with POM and polyolefin plastics and extruded into a spool of FFF printing filament. Metal content of the filament is about 90% of total mass, which you can easily feel when handling the spool.
The manufacturing process begins similarly to any other FFF print, the CAD model is exported to STL or OBJ formats and sliced with the preferred slicing software. All the advantages (and limitations) of FFF technique apply so for example, partially hollow parts are possible.
After the printed part has been removed from the build platform and possible supports have been removed, the stage is called “Green part.” At this stage it is still easy to post-process the part. After this, a regular user only has to ship the Green Parts for further processing. I will however shortly describe what happens after this. The process is identical to the one used by Metal Injection Moulding (MIM) houses and might be familiar to some readers. The process stages are depicted in Figure 1.
The final processing is performed at BASF´s sub-contractors´facility in Germany. It begins with Debinding, where the POM plastic is dissolved from the Green Part matrix with nitric acid vapour. This happens in a retort with controlled pressure and temperature. After Debinding, the stage is called Brown Part. In this stage, only the polyolefin backbone of the part remains, and thus the Brown Part is porous and very fragile. Consequently the part has to be designed so that it can support its own weight.
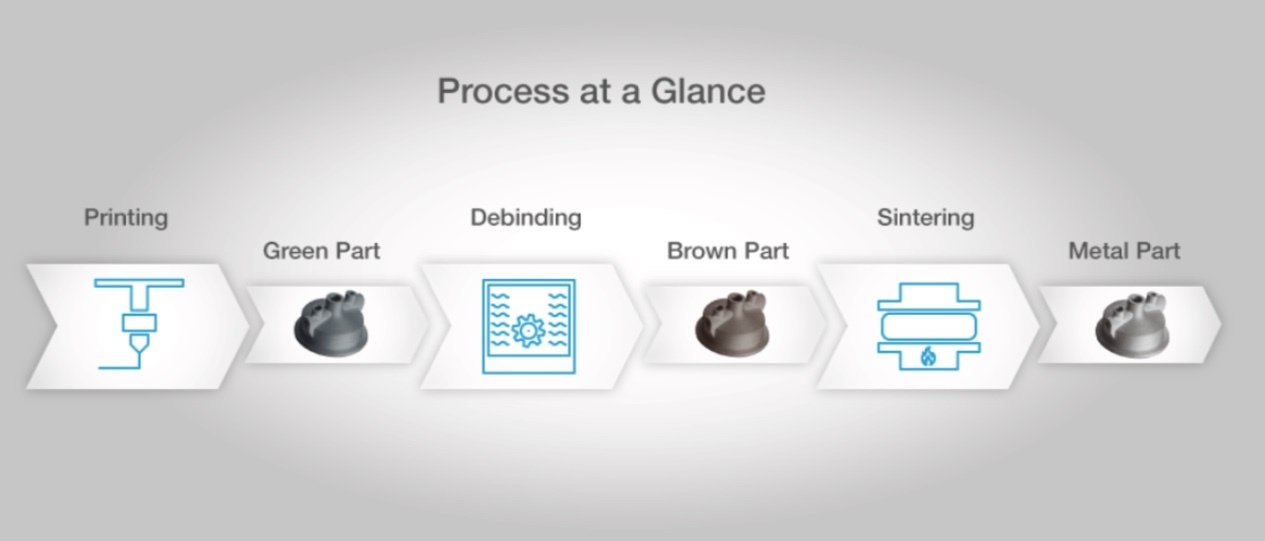
Figure 1. Ultrafuse 316L manufacturing process.
The final stage of manufacture is sintering, which happens in a kiln with a hydrogen atmosphere. The peak temperature of sintering is 1380 C, but this is ramped up in several controlled stages. During sintering, all remaining plastic burns off and the metal is sintered into a solid “White Part.” The precise sintering program is available from us, if a customer has equipment that is capable of the process.
Unfortunately the sintering process itself has one major challenge, because the part will experience major deformations on the path. An average 3D printed part will shrink about 16% in XY plane and 20% in Z-direction during sintering, so the deformation is anisotropic as well. The numbers above are only an approximation, as the exact shrinkage depends on the size and infill percentage of the part. To easen the pain, BASF has developed simulation tools for predicting and compensating the deformation. These tools are available through us for the advanced users who are already familiar with numerical methods, but there is an easier way which leads to some waste. In essence, the customer can print their part with various upscaling percentages and send this experimental batch to be sintered. The best result is then chosen and possibly refined further.
The 316L product pages include comprehensive design and printing instructions to help with this material, including a material handbook. Links to further documentation including the TDS and SDS are on our product page.
Our experience on 316L
Up to this point we have printed several kilograms of 316L filament with our office´s Ultimaker machines. Printing profiles for the Ultimaker Cura slicer are readily available on Cura Marketplace to facilitate the print. An important note is that 316L filament requires a wear resistant nozzle, such as in Ultimaker CC print cores. However, the filament contains enough plastic NOT to wear the knurled wheel(s) of the feeder, in contrast to fiber-enriched composite filaments. This would enable the material to be printed with Ultimaker 2+ Connect printer equipped with a suitable nozzle. To ensure adhesion and facilitate removal, Magigoo offers a special glue tailored for the material (Magigoo Pro Metal). Other 3D printing glues may also work, we have tested the Dimafix glue. It provides good adhesion, which can be a bit too good in some occasions, and break the part on removal.
Some tips on 316L use:
- The printer should have an enclosed build chamber, as this material delaminates easily due to cold drafts
- The nozzle should heat up to minimum of 250 C and platform to 90 C (280 C / 120 C are recommended)
- For easy removal, we recommend the Magigoo Pro Metal glue
- For better finish, the part can easily be sanded with fine sandpaper in Green State
- After the sintering process, the part can be processed like any steel part, e.g. by machining to tolerances
All our own 316L prints have been sintered in Germany by BASF´s subcontractor Elnik GmbH. The processes are scheduled beforehand, the different steel grades are processed every even and odd week. In 2021, the 316L Green Parts should preferentially have been at the facility by the end of odd weeks, this way they have gotten into the process immediately and the sintered parts are sent to customers by the end of even week. We are selling vouchers that are valid for sintering 1 kilogram of Green Parts.

Figure 2. At-office printed and sintered 316L parts.
In conclusion, we can state that the printing itself is not the challenging work in obtaining good 316L parts. The pressures are on the design in order to take necessary precautions to help the part survive the sintering process and correctly compensate for the inherent deformations.
Best Regards,

Aleksis Lehtonen
Support & Service- Maker3D
Webinaari metallitulostuksesta!
Ultimaker ja BASF järjestävät webinaarin FFF 3D-tulostuksesta. Aiheena on, kuinka BASFin metallifilamentteja käyttämällä yhdessä Ultimaker 3D-tulostimien kanssa, on mahdollista saada aikaan merkittäviä säästöjä niin ajallisesti kuin rahallisesti.
Webinaari järjestetään kahteen kertaan
Wed,Aug 25, 2021 12:00 PM - 1:00 PM EEST
Wed,Aug 25, 2021 6:00 PM - 7:00 PM EEST
Varaa paikkasi tästä linkistä!
Materiaaliesittelyssä BASF Ultrafuse 316L

Mikä materiaali?
316L saattaa olla joillekin tuttu teräspuolelta, sillä se on eräs ruostumaton terässeos (AISI 316l, myös A4-nimellä kutsuttu seos). Se on austeniittinen ruostumattoman teräksen seos, jota käytetään erittäin laajasti mm. kemian- ja ruokateollisuudessa, lääkinnällisissä laitteissa, vesihuollon putkistoissa ja myös laivanrakennuksessa.
Maailman suurin kemian yritys BASF on onnistunut lisäämään ko. terästä myös 3D-tulostusfilamenttiin, tämän lisäksi tarjolla on myös 17-4 PH teräslaatua sisältävää filamenttia. Tämä 316L-tuote ei varsinaisesti ole mikään uusi tuote BASF:ilta, mutta aiemmin emme ole esitelleet sitä laajemmin.
Metallia FFF-tulostimella
Metallin 3D-tulostamisesta puhuttaessa ensimmäisenä tulee helposti mieleen 500 000 € koneet ja metallijauheet, mutta BASF on valinnut hieman toisenlaisen lähestymistavan. He ovat sekoittaneet itse teräspulverin sidosaineena toimivaan POM- ja polyoleofiinimuoveihin ja pursottaneet seoksen tulostusfilamentiksi. Filamentin metallijauhepitoisuus on noin 90%, minkä myös huomaa kelan painossa.
Rosteriosien valmistusprosessi FFF-koneella alkaa kuten millä tahansa muullakin materiaalilla, eli CAD-malli viipaloidaan Cura-ohjelmalla ja kappale tulostetaan. Koska osa valmistetaan FFF-tekniikalla, myös ontot kappaleet ovat mahdollisia toisin kuin muilla metallin tulostusmenetelmillä.
Kappaleen jälkikäsittely kannattaa tehdä irrotuksen jälkeen tässä ns. Green Part-vaiheessa, sillä muoviseosteisena materiaalin työstäminen on vielä hyvin helppoa. Tavallisen asiakkaamme ei tarvitse huolehtia prosessista enää tämän pidemmälle, mutta kerron kuitenkin mitä tämän jälkeen tapahtuu. Lyhyt kaavio prosessista on esitetty kuvassa 1.
Tulostettu Green Part-osa jatkokäsitellään aluksi ns. sidosaineen poistolla (Debinding), joka tapahtuu autoklaavissa höyrystetyllä typpihapolla. Sen aikana POM-sidosmuovi liukenee pois ja jäljelle jää ns. backbonena toimiva polyoleofiini. Debinding-prosessin jälkeen saadaan ns. Brown Part, joka on huokoinen sekä mekaanisesti hyvin hauras. Jälkikäsittely ei tässä vaiheessa ole enää mahdollista. Brown Partin tulee myös olla muodoltaan sellainen, että se jaksaa kantaa oman painonsa.
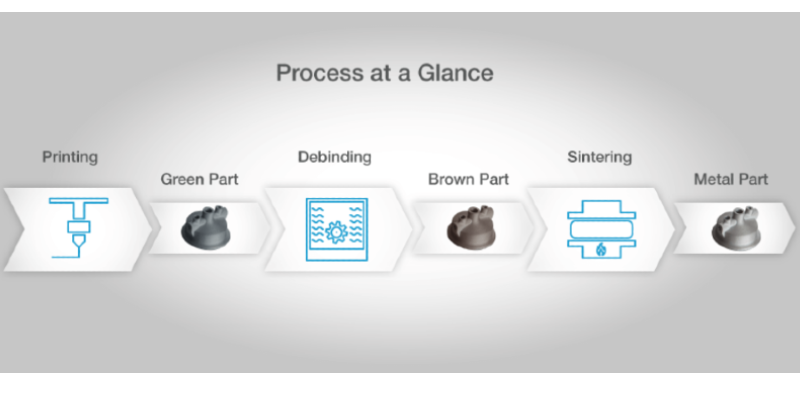
Kuva 1. Ultrafuse 316L valmistusprosessin kaavio.
Viimeinen vaihe eli sintraus lopulliseksi ns. White Partiksi tapahtuu uunissa 1380 C lämpötilassa vety-atmosfäärissä. Vasta tällöin viimeisetkin muovi-ainesosat palavat pois ja metalli sintrautuu kiinteäksi. Lämpötila nostetaan monien välivaiheiden kautta ja tarkoilla ajastuksilla. Meiltä on saatavilla tarkat sintrausohjeet, mikäli asiakkaalla on olemassa sintraukseen kykenevä laitteisto (kiertoilma-uunilla ei kannata yrittää.)
Sintrausprosessissa piilee eräs haaste, sillä kappaleeseen aiheutuu prosessissa suuria muodonmuutoksia. Kappale kutistuu keskimäärin 16% XY-suunnassa ja 20% Z-suunnassa. Eli kutistuma on lisäksi anisotrooppista. Tarkka kutistuma riippuu kuitenkin kappaleen koosta ja täyttöasteesta (infill-%). Suunnittelutyön avuksi on tosin olemassa BASF:in kehittämiä valmiita simulointityökaluja, jotka auttavat kutistuman tarkassa kompensoinnissa. Helppona vaihtoehtona voit tulostaa saman kappaleen hieman eri skaalauksilla, ja valita lopputuloksista parhaiten kohdalleen osuneen jatkotuotantoon.
BASF:in tuotesivuilla on tarjolla erittäin kattavat suunnittelu- ja tulostusohjeet materiaalikäsikirjan muodossa. Linkit muihin BASF-ohjeisiin (mm. TDS- ja SDS-dokumentit) löytyvät verkkokauppamme tuotesivulta: https://www.3d-tulostus.fi/epages/3dtulostus.sf/fi_FI/?ObjectPath=/Shops/20131018-11092-264846-1/Products/basf-316
Käytännön kokemuksia
Tähän meillä on tulostettu joitain kiloja 316L filamenttia. Materiaalille on saatavilla valmiit tulostusprofiilit Cura Marketplacesta, mikä hieman helpottaa työtä. Muistutettakoon vielä, että 316L vaatii kulutusta kestävän suuttimen (esim. komposiiteille tarkoitettu CC 0.6 ydin Ultimakereille). Mutta 316L ei kuitenkaan kuluta syöttökoneiston vetorullaa kuten komposiittifilamentit, joka mahdollistaisi myös Ultimaker 2+ Connect tulostimen käytön sopivalla suuttimella. Magigoolla on tarjolla ko. materiaalille tarkoitettu erikoisliima (Magigoo Pro Metal) tulostusalustaan, mutta mm. Dimafix toimii myös vaikkakin se saattaa olla joillekin muodoille liian voimakasta ja vaikeuttaa kappaleen irroitusta.
Vinkkejä materiaalin käyttöön:
-
Tulostimen kammion tulisi olla suljettu, sillä materiaali delaminoituu herkästi viileiden ilmavirtojen vaikutuksesta
-
Suuttimen tulee lämmetä vähintään 250 C ja alustan 90 C
(suositellaan 280 C / 120 C) -
Tulostusalustalle suositellaan Magigoo Pro Metal liimaa
-
Kappaleeseen saa helposti hyvän pinnanlaadun hienolla hiomapaperilla ennen sintrausprosessia
-
Sintrausprosessin jälkeen kappaletta voi käsitellä kuten mitä hyvänsä teräksistä osaa (mm. koneistamalla tarkkoihin mittoihin)
Tulostamamme kappaleet on lähetetty Saksaan sintrattavaksi. Itse prosessi tapahtuu BASF:in alihankkijalla, ja se on aikataulutettu kiinteästi. Kuluvana vuonna ko. laitoksessa on sintrattu vuoroviikoin kahta eri teräsfilamenttilaatua (mainitsin alussa tämän 17-4PH filamentin), ja tulostettujen kappaleiden tulee olla BASFilla parittoman viikon perjantaina. Prosessi tapahtuu parillisen viikon aikana ja valmiit osat lähtevät asiakkaille viikon lopussa. Meillä on myynnissä BASFin sintraus-Vouchereita, joista jokainen oikeuttaa yhden kilon sintraukseen.

Yhteenvetona voidaan todeta, että tämän materiaalin tulostaminen itsessään ei ole kovin vaativa operaatio. Hiukan haasteita tällä materiaalilla tulostettaessa saattaa tulla kutistuman oikeassa kompensoinnissa ja kappaleen suunnittelussa juuri tähän prosessiin soveltuvaksi.
Terveisin,

Aleksis Lehtonen
Support & Service- Maker3D
BASF Ultrafuse 316L - Webinar

BASF järjestää webinarin edullisesta FFF metallitulostuksesta käyttämällä Ultrafuse 316L -filamenttia
Webinar järjestetään keskiviikkona 10. päivä kello 18:00-18:30
Aiheina:
- Miksi Ultrafuse 316L?
- Tulostusprosessi
- L3Harrisin esimerkkitulosteet
- Kysymykset & Vastaukset
Voit käydä rekisteröitymässä webinariin tästä linkistä - https://register.gotowebinar.com/register/2402023195865456140
Tuote verkkokaupassamme - https://www.3d-tulostus.fi/BASF-Ultrafuse-316L-3D-tulostusmateriaali
Julkaisu-uutisemme Ultrafuse 316L materiaalista - https://www.3d-tulostus.fi/uutiset/BASF-Ultrafuse-316L
BASF Ultrafuse 316L

BASF Ultrafuse 316L filamentti
Filamentti sisältää 90% ruostumatonta terästä sidosaineen seassa ja on tarkoitettu käytettäväksi perinteisten pursottavien (FFF/FDM) 3D-tulostimien kanssa.
Tulostimen vähimmäisvaatimukset ovat:
+ 250 °C tulostuspään lämpötila.
+ 90-100 °C alustan lämpötila.
+ Sulkeutuva tulostuskammio ja pieni ilmavirtaus kammion sisällä.
Suositellut vaatimukset:
+ 280 °C tulostuspään lämpötila.
+ 130 °C alustan lämpötila.
+ Sulkeutuva ja lämmitettävä tulostuskammio.
+ Kahden tulostusmateriaalin tulostusmahdollisuus.
3D-tulostimella luodaan niinsanottu raakatuloste, joka jälkikäsittelyllä muutetaan 316L-luokan rosterikappaleeksi. Jälkikäsittelyyn kuuluu kappaleen sidosaineen poisto, joka tapahtuu typpihappokaasun avulla (debinding). Tämän jälkeen kappale vielä sintrataan, jonka jälkeen kappale on kiinteää terästä. Kappale on tämän jälkeen jälkikäsiteltävissä, kuten muut teräkset (hionta/koneistus).
Olemme testanneet materiaalin tulostusta Ultimaker-tulostimilla onnistuneesti ja oma tuotantomme on kehittämässä koneistoa, jonka avulla voimme tarjota valmiita tulosteita palvelumme kautta. Ole yhteydessä!
BASF:n Youtube-kanavalta löydät valmistamiseen liittyviä videoita: https://www.youtube.com/channel/UC9N502L5KC5rkALJXxglMnw
Voit lukea BASF:n oppaan materiaalista seuraavasta PDF-tiedostosta:
https://forward-am.com/wp-content/uploads/2020/05/User-Guidelines.pdf
Tulostusmateriaalin julkaisuinformaatio:
https://www.basf.com/global/en/who-we-are/organization/locations/europe/german-companies/basf-3d-printing-solutions-gmbh/metal-solutions/Ultrafuse_316L.html
L3Harris asiakastarina: https://forward-am.com/wp-content/uploads/2020/06/Ultrafuse-316L-L3Harris.pdf
(Artikkelia päivitetty 1.9.2020)
Kauppaa pyörittää