")
")

Verkkokauppa Uutiset Viestit aiheesta: FFF
Uutiset
UltiMaker Uutiset
UltiMaker S7

UltiMaker S7 on UltiMakerin uusin lippulaiva
Ja kyllä, UltiMakerin isolla ämmällä. Tämä M kirjaimen korostaminen viittaa Ultimakerin ja Makerbotin fuusioitumiseen. Eli Ultimaker + Makerbot = UltiMaker.
UltiMaker S7 tulee markkinoille ajatuksella missä käyttäjän ei tule tehdä laitteella muuta kuin tulostaa. Uuden mallin kanssa on keskitytty anturointiin ja automatiikkaan. Tämän avulla hyvästä tulostimesta on tehty vielä parempi. Tulostusmittojensa puolesta tulostin vastaa vanhempaa Ultimaker S5 -mallia. Ensimmäiset mieleen tulleet asiat S7:sta oli, että nyt on toteutettu niitä asioita mitkä on huomattu haittaavan S5:n kanssa työskentelyä, eikä pyritty tekemään vain isompaa tai nopeampaa tulostinta.
UltiMaker S7:n tekniset parannukset:
- Joustava tulostusalusta - PEI-pinnoitteinen joustava tulostusalusta mahdollistaa tulosteiden irrottamisen ilman työkaluja. Lisäksi tulostusalustan kalibrointi on täysin automatisoitu ja sormisäätöruuvit on poistettu.
- Integroitu Air Manager - S5 Pro Bundlesta tuttu Air Manager on S7:ssa kiinteästi asennettuna. Tämän avulla ilmavuodot vähenevät ja lämpötila on entistä vakaampi.
- Tulostuspään päivitykset - Induktiivinen anturi mahdollistaa nopeamman alustan kalibroinnin ilman kontaktia. Tulostuspäässä lisäksi vuototunnistin, joka keskeyttää tulostuksen, jos kansi pääsee aukeamaan. Näiden kahden ominaisuuden avulla kappaleen alustalta irtoamisesta aiheutuvat ongelmatilanteet voidaan välttää.
- HD-kamera - Parempilaatuinen kamera pystyy valvomaan koko tulostusalueen 1080p resoluutiolla.
- 2.4 ja 5 GHz Wi-Fi - Uusi WLAN-sovitin on yhteensopiva uudempien Wi-Fi-reitittimien kanssa.
- Yhteensopiva UltiMaker Material Stationin kanssa - Voit käyttää S5:sta tuttua materiaaliasemaa laajentaaksesi S7:n toiminnallisuutta usean eri materiaalin käytön kanssa.
Oma demotulostin saatiin eilen Hernesaaren toimipisteeseen ja sillä on heti aloitettu testit, jotta voimme vastata teille sen toimivuudesta kokemuksella, eikä vain myyntitekstien pohjalta. Julkaisemmekin lähitulevaisuudessa artikkelin missä käydään läpi tulostimen parannukset.
Voit alta nähdä meidän unboxaus- ja käyttöönottovideon:

UltiMaker S7 on välittömästi saatavilla ja jos teillä herää kysymyksiä, voitte ne osoittaa asiakaspalvelullemme.
asiakaspalvelu@3d-tulostus.fi

Terveisin,
Keijo Johansson
Maker3D
keijo.johansson@maker3d.fi
+358 504352822
UltiMaker Digital Factory ja sen ominaisuudet

Viimeiset kuukaudet ovat menneet osaltani pääosin yhtiömme uudistuneen johdon ja hallinnon saattamiseen tilanteen tasalle sekä heidän tarvitsemiensa työkalujen kehittämiseen. Tämän artikkelin tarkoituksena (yleisön pyynnöstä) on selventää mitä UltiMaker Digital Factory pitää sisällään ja miten se auttaa ottamaan lisää tehoja irti käytössäsi olevista Ultimaker 3D-tulostimista. Työkalujen pitäminen ajantasalla on lisäksi todella tärkeää. Esimerkiksi UltiMaker Cura -viipalointiohjelmisto päivittyy melko lyhyellä aikavälillä.

Kuva 1. Lataa Ultimaker Cura 5.2.1 (julkaistu 18.10.2022)
Meidän käytössämme Ultimaker FFF-teknologia on ollut parhaimmillaan kun vastaan on tullut asiakaslähtöinen 3D-tulostusprojekti, johon kankeat teollisuusjärjestelmät eivät ole taipuneet suppeampien säätömahdollisuuksien tai kapeampien materiaalivalikoimiensa vuoksi. Näillä koneilla me tai asiakkaamme olemme voineet kiperissä paikoissa vastata tarpeeseen nokkeluuden ja rohkeuden summana. Siinäpä se taitaa olla tämänkin jutun suola. Lue Asiakastarina Metso:Outotec Recearch Center Pori
Valtaosa toimittamistamme yli 1500:sta Ultimaker 3D-tulostimesta on päätynyt käyttöön suuriin organisaatioihin, joissa aiemmin on ollut ongelmana uusien ohjelmistojen sekä laitteistojen liittäminen sisäiseen verkkoon. Tiesitkö, että tarjoamme yhdessä Ultimakerin kanssa apua ohjelmiston asentamisessa organisaatiosi IT-tuen kanssa? Ohjelmiston rekisteröinti käyttöösi
Ottamalla käyttöösi Ultimaker Platform -työkalut saat käyttöösi ominaisuuksia, jotka helpottavat sekä tehostavat organisaatiosi Ultimaker 3D-tulostimien käyttöä. Seuraavat aloitusoppaat käymällä läpi pääset hyvin alkuun (Ultimaker Platform Checklist ja Introducing the Ultimaker Platform)
Huom. Ultimaker Platform on yhteensopiva tämän hetken UltiMaker 3D-tulostimien kanssa, joista löytyy verkko-ominaisuudet. (Ultimaker S-sarja, Ultimaker 3-sarja ja Ultimaker 2+ Connect)
Tulostimien ja tulostustöiden hallinta
Ultimaker Digital Factory:n avulla voit käyttää tulostimia päätelaitteiden verkkoselaimella niin mobiilissa kuin tietokoneella ja hallita 3D-tulostustuotantoasi yhdestä pisteestä. Eli kaikki verkkoliitännän sallivat Ultimaker -tulostimet voidaan liittää yhteen hallintaympäristöön.

Kuva 2. Ultimaker Digital Factory -hallintaliittymä verkkoselaimessa (Näkymä Maker3D:n tulostusverkosta 31.10.2022)
Verkkoselaimella ohjattavassa hallintaympäristössä voit tulostustöiden ohjauksen ja organisaatiosi jäsenten ohella hallita myös laitteistojesi ylläpitoa Ultimaker -tulostimien sisäänrakennetuilla sähköisillä huoltokirjoilla. Lue lisää tulostimien hallinnasta.

Kuva 3. Tulostustöiden tehostamiseksi Ultimaker -tulostimet voivat olla aseteltuna esimerkiksi näin. Kuvassa 2 kpl Ultimaker S3, Ultimaker 2+ Connect, Ultimaker 2 Extended sekä Ultimaker 2+. Koneiden ollessa vierekkäin tulostustöiden vaihtaminen tehostuu (Maker3D:n Ultimaker -tuotanto 31.10.2022)
Mikä on Digital Library?
Ultimakerin digitaalinen kirjasto on peruslähtökohtaisesti työkalu, jossa tulostustiedostot ja dokumentaatio näiden tulostustiedostojen ympäriltä on järjestettävissä omiksi projekteiksi. Näitä projekteja voit jakaa tarvittaessa muiden organisaatiosi käyttäjien kesken tai pitää tallessa vain oman tilisi alla. Tämä on ollut erinomainen työkalu projekteissa, joissa olemme joutuneet varsinaista työtiedostoa kehittämään pidempään ja useamman käyttäjän kesken.
“Kun projekti on hyvin tehty on helppo palata vuosienkin jälkeen tulostamaan samaa kappaletta syöttämällä projektin tulostustiedosto Digital Factory:n työjonoon.“ Lisää muistutuksena Aleksis Lehtonen, Technical support specialist - Maker3D.

Kuva 4. Vastikään uusina ominaisuuksina on tullut valmistettavan kappaleen vaatimusten määrittely ja sen mahdollisesti tuottama arvo liiketoiminnalle. Nämä työkalut ovat erinomaisia viittoja jos projekti vaatii hyväksynnän esimerkiksi mahdolliselta kirstuvartijalta.
Vaatimusten määrittelyyn sisältyvän kysymyspatterin jälkeen ohjelmisto auttaa käyttökohteeseen soveltuvan materiaalin etsinnässä. Soveltuvan materiaalin etsintää helpottaa se, että Ultimaker on jo hyvissä ajoin lähtenyt rakentamaan “Marketplace” -nimen alla kulkevaa alustaa, joka on tuonut tässä tapauksessa laitteiston käyttäjät ja materiaalien kehittäjät yhteen. Materials - Ultimaker Marketplace
Viipalointiohjelmisto Cura

Kuva 5. Ohjelmistoon kirjauduttu ja tiedot synkronoitu.
Kaikki nämä ominaisuudet sitten linkittyvät Ultimaker Cura - viipalointiohjelmistoon, joka on tullut varmasti tässä vaiheessa tutuiksi kaikille 3D-tulostimien käyttäjille. Viipalointiohjelmistostakin saa rekisteröitymisen jälkeen huomattavasti enemmän tehoja irti kun kirjautumisen taakse saa kätevästi tilin olennaiset tiedot liitettyä mukaan. Ohjelmistopäivitysten aikaan esimerkiksi materiaaliprofiilit tai ohjelmistoon liitetyt lisäosat eivät vaadi niiden uudelleen asentamista.
Ultimaker Academy
Rekisteröitymisen jälkeen saat pääsyn Ultimaker 3D Printing Academy -osioon, joka sisältää kattavan määrän opiskelumateriaaleja yllä mainitsemieni ominaisuuksien käyttöönottoon sekä esimerkiksi huoltoon ja konekohtaisesti yksilöidympää ohjeistusta tulostimien käyttöön. Me olemme parhaimmillaan siinä, että tuomme mahdollisuuden ja työkalut lähettyvillesi, mutta lopulta jokainen organisaatio saa rakentaa toimintamallinsa itse. Kun sen on itse suunnitellut, pitää siitä lujemmin kiinni.
Organisaation sisäisesti voidaan edellyttää tietyn vaiheen kurssien opiskelemista saadakseen käyttöoikeuden ja pääsyn tulostimille. Tähän vaiheeseen mekin olemme Maker3D:llä ottaneet kiinni ja edellytämme vastaavaa henkilöstöltä. Tämä tehostaa kommunikointia ja vähentää rikkinäisen puhelimen mahdollisuuksia.
Ystävällisin terveisin,

Jarkko Lohilahti
CEO, Founder - Maker3D
Ultimaker Metal Expansion Kit

Ultimaker on julkistanut Metal Expansion Kit -paketin yhteistyössä BASF:n kanssa mahdollistaen nyt myös metallitulostamisen Ultimakerin S5-tulostimilla.
Metal Expansion Kit -paketti tekee metallikappaleiden 3D-tulostamisesta helpompaa ja edullisempaa. Lanseerattu tuote sisältää pääsyn jälkikäsittelypalveluihin, BASF:n Ultrafuse 17-4PH filamentin sekä BASF Forward Support Layer- tukimateriaalin, kaksi tulostusydintä; Ultimaker Print Core CC 0.4:n ja Print Core DD 0.4:n, joka on suunniteltu kestämään erityisesti kovaa kulutusta. Metal Expansion Kit:ssä on lisäksi Magigoo Pro Metal tulostusliima. Pysyviä laitteistomuutoksia ei tarvita, koska Metal Expansion Kitin mukana tulevat tulostusytimet ja materiaalit voidaan vaihtaa kuten mitkä tahansa muutkin tulostusytimet tai filamentit.
Ultimaker Metal Expansion Kit soveltuu työkalujen, jigien ja kiinnikkeiden, varaosien, prototyyppien ja komponenttien tulostamiseen. Toukokuussa julkaistussa Cura 5.0 viipalointiohjelman uusimmassa päivityksessä on optimoitu metalliosien tulostuksen mittatarkkuutta skaalaamalla kappaleet automaattisesti.
Uutisoimme tuotteesta lisää tulevien viikkojen aikana! Näillä näkymin Metal Expansion Kit tulee myyntiin heinäkuussa 2022.
Heräsikö kysymyksiä? Voit olla yhteydessä minuun suvi.harkonen@maker3d.fi tai asiakaspalveluumme asiakaspalvelu@3d-tulostus.fi. Meidät tavoittaa myös puhelimitse +358102355140.
Parhain terveisin,

Suvi Härkönen
Sales & Marketing
Maker3D
Ultimaker Metal Expansion Kit
Ultimaker on julkistanut Metal Expansion Kit -paketin yhteistyössä BASF:n kanssa mahdollistaen nyt myös metallitulostamisen Ultimakerin S5-tulostimilla.
Metal Expansion Kit -paketin tekee metallikappaleiden 3D-tulostamisesta helpompaa ja edullisempaa. Lanseerattu tuote sisältää pääsyn jälkikäsittelypalveluihin, tulostusmateriaalit sekä tulostusytimen BASF:n Ultrafuse 17-4PH -metallifilamentille. Paketissa on mukana uusi Print Core DD 0.4:n, kulutusta kestävä tulostusydin, joka on suunniteltu nimenomaan keraamiselle tukimateriaalille. Pysyviä laitteistomuutoksia ei tarvita, koska Metal Expansion Kitin mukana tulevat tulostusytimet ja materiaalit voidaan vaihtaa kuten mitkä tahansa muutkin tulostusytimet tai filamentit.
Ultimaker Metal Expansion Kit soveltuu työkalujen, jigien ja kiinnikkeiden, varaosien, prototyyppien ja komponenttien tulostamiseen. Toukokuussa julkaistussa Cura 5.0 viipalointiohjelman uusimmassa päivityksessä on ominaisuuksia, joilla metalliosien tulostuksen mittatarkkuutta on parannettu huomattavasti.
Uutisoimme tuotteesta lisää tulevien viikkojen aikana! Näillä näkymin Metal Expansion Kit tulee myyntiin heinäkuussa 2022.
Parhain terveisin,
Suvi Härkönen
Sales & Marketing
Maker3D
Osa 2. Vahvin FFF/ FDM tulostusmateriaali?

Lue artikkelin ensimmäinen osa tästä.
Jotta valmistettavasta kappaleesta tulee mahdollisimman onnistunut, on erittäin tärkeää optimoida tulostusasetukset. Kun tehdään osia 3D-tulostamalla on paitsi jokaisen materiaalin, myös osan asetukset mukautettava erikseen.
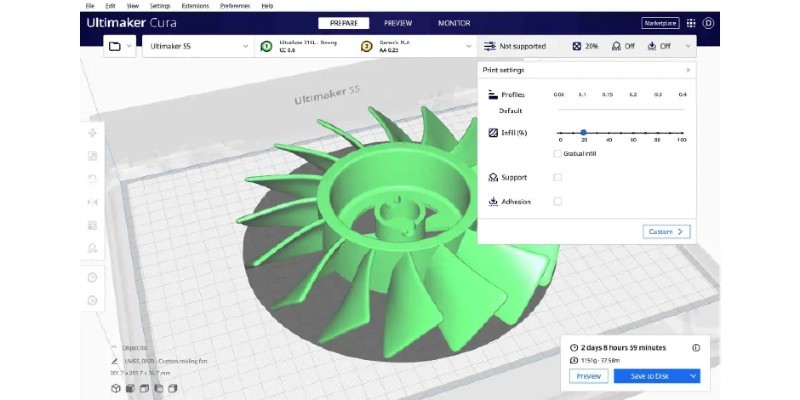
Kuva 1. Asetusten optimointia Cura-viipalointiohjelmassa
Tässä muutamia koottuja huomioita koskien tulostusasetuksia:
Täytön tyyppi ja tiheys (Infill type and density):
-
Täytön tyyppi ja tiheys ovat tärkeitä tulostetun osan lujuuteen vaikuttavia tekijöitä. Mitä suurempi täyttötiheys, sitä suurempi lujuus. Kovin korkeaa täyttötiheyttä ei kuitenkaan yleensä suositella, koska se kuluttaa paljon materiaalia ja pidentää tulostusaikaa. Voit lisätä osan lujuutta lisäämättä tiheyttä muuttamalla sisätäytön kuviota osan kuormitustavasta riippuen. Esimerkiksi puristuslujuustesteissä kolmio/ruudukkokuvioinen (Triangles, Lines & Grid) sisätäyttö tuottaa korkeamman Z-suuntaisen puristuslujuuden, kun taas Cubic- ja Gyroid-täyttökuviot tuottavat kappaleille kaikkein isotrooppisimman lujuuden. Useimmissa visuaalisissa tulosteissa voi käyttää noin 20 prosentin täyttöä, mutta vahvemmissa osissa suositellaan yli 50 prosentin täyttöä. Vaihtoehtoisesti voi käyttää modifiointiverkkoja luomaan suurempi täyttötiheys alueille, joilla jännitys on suurin.
Osien suunta (Part orientation)
- Osien suunnnan optimointi ei ehkä ole check listissä ensimmäisten huomioita vaativien seikkojen joukossa vahvemman tulosteen varmistamiseksi, mutta se on tärkeää ottaa huomioon. Vetolujuus on heikompi Z-akselilla 3D-tulostuksessa (tyypillisesti 40-70 % lujuudesta XY-akseliin verrattuna), erityisesti korkeissa ja ohuissa osissa. Tämän seurauksena on mietittävä osan tulostussuunta huolellisesti, jotta se vastaa vaadittua vahvuusakselia. Tätä tehdessä tulee myös huomioida tukirakenne ja löytää tasapaino sen perusteella, mikä kyseisessä osassa on tärkeintä.
Ulkopinnan paksuus (Shell Thickness)
- Osan ulkopinnan paksuutta kutsutaan sen vaipan paksuudeksi. Yleisesti ottaen mitä paksumpi kuori, sitä vahvempi osa. Tämän perusteella voi määrittää osalle tarvittavan vaipan paksuuden. Kaksinkertainen ulkokerroksen paksuus on yleensä hyvä lähtökohta vahvalle tulosteelle.
Työ ei ole vielä täysin valmis, kun kappale on 3D-tulostettu. On mahdollista lisätä osan lujuutta pienellä lisätyöllä. Puolikiteiset materiaalit, kuten nailon, PET, PEEK ja jotkin PLA:n muodot, voidaan lämpökäsitellä ja näin kasvattaa niiden vahvuutta vielä entisestään.
Seuraavassa on esimerkkejä sovellutuksista, joissa lujuus on kriittinen tekijä sekä materiaalit, joita kannattaa harkita tällaisissa tapauksissa.

Kuva 2. Volkswagenilla käytetään Ultimakerillä valmistettuja apuvälineitä.
Toiminnalliset prototyypit
Toiminnalliset prototyypit on tarkoitettu testaamaan ja esittelemään kehitettävän tuotteen lopullista toimivuutta. Toimivia prototyyppejä testataan laajalti, jotta saadaan tarkkaa tietoa osan käyttäytymisestä todellisessa sovellutuskohteessa. Tämä tarkoittaa, että prototyypin ja lopputuotteen ominaisuuksien on vastattava toisiaan, jotta testausvaiheessa syntyviin tietoihin voidaan luottaa. Koska toiminnalliset prototyypit ovat alttiita kulumiselle, niiden on oltava kestäviä. Tällaisissa sovellutuksissa käytetään yleisesti kestäviä PLA- ja PET-G-filamentteja. Kuitenkin mikä tahansa materiaali voi olla sopiva, kunhan se vastaa ominaisuuksiltaan materiaalia, jota lopulta käytetään massatuotantoon.
Loppukäyttökomponentit
Kun tulostetaan loppukäyttöön tulevia osia, materiaaleilta vaaditaan usein perusmateriaaleja parempia lujuusominaisuuksia. Esimerkkeinä mainittakoon polykarbonaatti, josta tehdään erityisen iskunkestaviä kappaleita kuten silmälaseja ja elekroniikkakoteloita. Toisaalla sellaisissa sovelluksissa missä vaaditaan hyvää kemikaalien kestoa, käytetään polypropyleeni, PETG:tä ja PCTG:tä
Teollisuuden apuvälineet
Teollisuuden apuvälineistä puhuttaessa tarkoitetaan työkaluja ja laitteita jotka auttavat osien valmistuksessa. Näitä käytetään myös kokoonpanovaiheessa nopeuttamaan osien kokoamista. Vahvoja ja kestäviä materiaaleja suositellaan tähän käyttötarkoitukseen, sillä ne voivat kulua paljon jatkuvassa käytössä. Nylon ja PETG ovat usein sopivia materiaaleja tähän tarkoitukseen käytettäväksi.
Toivottavasti näistä artikkeleista oli hyötyä sopivaa materiaalia mietittäessä! Voit olla yhteydessä verkkokaupan tiimiimme mikäli haluat lisää tietoa eri materiaaleista tai niiden käyttökohteista. Sähköpostitse meidät tavoittaa asiakaspalvelu@3d-tulostus.fi tai puhelimitse +358102355140.
Parhain terveisin,
Suvi Härkönen
Sales & Marketing
Maker3D
Osa 1. Vahvin FFF/ FDM tulostusmateriaali?

Ei liene liioiteltua sanoa, että useimmat 3D-tulostuksen kanssa tekemisissä olevat ovat usein miettineet "Mikä 3D-tulostusmateriaali on vahvin?". Oletpa sitten harrastaja tai asiantuntija, suurin osa projekteistasi tarvitsee vahvoja ja kestäviä materiaaleja. Tällä artikkelilla pyrimme vertailemaan kovimpia Ultimakerin valmistamia tulostusmateriaaleja.
Mitä vahvuus tarkoittaa 3D-tulostusmateriaalista puhuttaessa?
3D-tulostusmateriaalien vahvuus voidaan määritellä monella tavalla. Kaksi yleisimmin ymmärrettyä vahvuustyyppiä ovat vetolujuus ja taivutuslujuus eli kuinka paljon materiaalia voidaan venyttää ja taivuttaa. Seuraavassa yleiskatsauksessa luetellaan MegaPascal (MPa) paine, jonka jokainen materiaali kestää. Mitä korkeammat nämä lukemat ovat, sitä vahvempi on materiaali, kun siihen kohdistuu kyseisiä rasituksia. Käyttämämme numerot perustuvat Ultimaker-materiaalien teknisiin tietolehtiin. Muiden valmistajien materiaalien lukemat voivat vaihdella.
Parhaat FFF/FDM-materiaalit vahvojen osien tulostamiseen
Vahvimpien 3D-tulostusmateriaalien vertailussa käsittelemme seitsemää eri materiaalia, jotka ovat PLA, Tough PLA, ABS, PC, PET-G ja PP.
PLA
PLA eli polymaitohappo on erittäin monipuolinen ja suosittu FDM 3D-tulostusmateriaali. Sen suosio johtuu siitä, että se on helposti tulostettava materiaali, helposti saatavilla edulliseen hintaan ja sitä on saatavana useissa eri väreissä. Tästä syystä se on todennäköisesti ensimmäinen materiaali, jolla useimmat ihmiset tulostavat.
PLA:ta ei yleensä valita sen lujuusominaisuuksien vuoksi, koska materiaali on hauras. Jos halutaan valmistaa kappaleita mahdollisimman edullisesti, PLA voi olla sopiva materiaali joissakin tapauksissa. Jos osan on kestettävä taivutusta, on yleensä parempi käyttää eri materiaalia.
Vetolujuus: 53-59 MPa
Taivutuslujuus: 97-101 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä.
Tough PLA
Tough PLA on sitkeämpi versio tavallisesta PLA:sta. Siinä yhdistyy PLA:lta odotettavissa oleva helppo tulostettavuus. Tough PLA:ta käytettäessä päästään eroon perus PLA:n suurimmasta haitasta, hauraudesta. Tästä syystä se on ihanteellinen materiaalivalinta toiminnallisille prototyypeille, jotka tarvitsevat hieman joustavuutta.
Tough PLA ei ole yhtä hauras kuin tavallinen PLA ja sillä on suurempi vetolujuus kuin ABS:llä. Se on myös helpommin tulostuva filamentti kuin ABS sekä yhteensopiva vesiliukoisen PVA-tukiomateriaalin kanssa.

Kuva 1. Tough PLA -filamentti on helppokäyttöinen tekninen muovi
Vetolujuus: 45-48 MPa
Taivutuslujuus: 83-96 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä.
ABS
ABS joka tunnetaan myös nimellä akryylinitriilibutadieenistyreeni, on suosittu termoplastinen polymeeri. Se on tunnettu iskunkestävyydestään, kemikaalien, veden ja lämmönkestävyydestään. Sillä on myös erinomainen suorituskyky korkeissa ja matalissa lämpötiloissa, mikä tekee siitä täydellisen autokomponenttien valmistukseen. ABS:llä on myös hyvät sähköeristysominaisuudet, joten se on mainio valinta sähköosien koteloihin.
Lisäksi ABS on verrattain halvempaa kuin useimmat materiaalit ja suhteellisen helppo jälkikäsitellä. Tämän seurauksena se on erinomainen materiaali massatuotantoon ja sitä käytetään paljon erilaisten kappaleiden valmistukseen. Se, että ABS on helppo jälkikäsitellä tarkoittaa myös sitä, että siitä valmistettuja osia voidaan liimata ja maalata.
Vetolujuus: 34-36 MPa
Taivutuslujuus: 60-61 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä.
PC
Polykarbonaattifilamentti (PC) on jäykkä termoplastinen polymeeri, joka kestää lämpöä ja kemikaaleja. Se on erittäin luja materiaali, joka on suunniteltu käytettäväksi vaativissa ympäristöissä ja teknisissä sovelluksissa. Sillä on hyvä taipumislämpötila korkean lasittumislämpötilansa ansiosta, ja se on tyypillisesti saatavilla myös parannetulla iskunkestävyydellä.
PC:llä on lukuisia käyttökohteita jokapäiväisessä elämässä. Polykarbonaatti, toisin kuin pleksilasi, ei rikkoudu helposti. Se taipuu ja muotoutuu samalla tavalla kuin kova kumi. PC:llä on myös erinomainen optinen kirkkaus.
PC voi olla vaikea hiukan vaikeasti tulostettava materiaali sen korkean lämpötilan kestävyyden vuoksi. Käytännössä tämä tarkoittaa, että kappaleen vääntyminen voi olla ongelma. Oikean tulostusliiman valitseminen ja terävien kulmien välttäminen kappaleita mallintaessa voi auttaa tulostamaan onnistuneesti tällä materiaalilla.
Vetolujuus: 43-65 MPa
Taivutuslujuus: 89-114 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä
PETG
PETG eli polyeteenitereftalaattiglykoli on termoplastinen polyesteri, jota on kemiallisesti modifioitu lisäämällä glykolia kiteytymisen rajoittamiseksi ja sitkeyden parantamiseksi. Glykolin lisääminen parantaa PET:in, kestävyyttä ja muovattavuutta. Sillä on vahva iskunkestävyys ja kulutuksen kestävyys ja se kestää korkeampia lämpötiloja kuin PLA.
Erinomaisten ominaisuuksiensa ja suhteellisen alhaisen hinnan ansiosta PETG:tä käytetään yleisesti 3D-tulostuksessa. Se on hyvä tekninen materiaali, jota voidaan käyttää ABS:n sijasta. PETG:llä on vähemmän taipumusta vääntyä, mikä tarkoittaa että sillä on helpompi tulostaa tarkkoja osia.
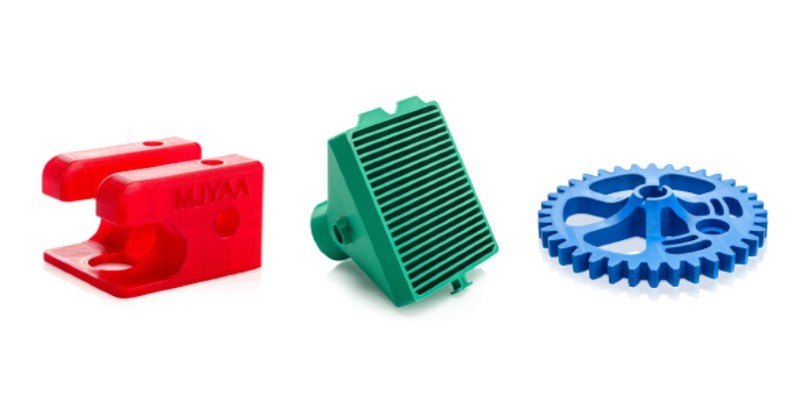
Kuva 2. PETG:stä valmistettuja kappaleita
Vetolujuus: 38-44 MPa
Taivutuslujuus: 75-79 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä.
Nylon
3D-tulostukseen tarkoitettua nailonia löytyy yleisesti useissa muodoissa: PA6 ja PA6/66, jotka ovat nailonin jäykempiä versioita ja PA 12, joka on joustava nailontyyppi. Nailonissa on monia hyödyllisiä ominaisuuksia, jotka tekevät siitä houkuttelevan materiaalin 3D-tulostukseen. Nailon on sekä vahvaa ja kestävää että joustavaa. Tämä ominaisuus on hyödyllinen tulostettaessa kappaleita, joissa on ohuet seinämät.

Kuva 3. Nylonilla on mahdollista tulostaa toiminnallisia ja pikkutarkkoja kappaleita
Lisäksi nailonilla on korkea sulamispiste ja erittäin alhainen kitkakerroin, minkä ansiosta sitä voidaan käyttää toiminnallisten lukitusten, kuten hammaspyörien valmistukseen. Eräs Nylonin haittapuoli 3D-tulostusmateriaalina on, että se on erittäin hygroskooppinen, mikä tarkoittaa että se on herkkä kosteudelle.
Vetolujuus: 63-65 MPa
Taivutuslujuus: 63-83 MPa
Löydät materiaalin verkkokaupastamme täältä.
PP
Polypropeeni (PP) on laajalti käytetty muovi, jota löytyy melkein joka kodista. Se on yleinen materiaali varastointi- ja pakkaussovelluksiin sekä moniin perinteisiin valmistusmenetilmiin kuten ruiskuvaluun. PP:n suosio johtuu sen korkeasta kemikaalinkestävyydestä, lämmönkestävyydestä, iskunkestävyydestä ja joustavuudesta.
Sen ominaisuudet tekevät siitä täydellisen elintarvikepakkauksiin, ulkokäyttöön, kemikaalien varastointisäiliöihin ja jopa lääketieteellisiin sovelluksiin, kuten proteeseihin.
Vetolujuus: 10-12 MPa
Taivutuslujuus: 13-15 MPa
Löydät materiaalin verkkokaupastamme tästä.
Seuraavassa osassa käsittelemme mm. millaisilla asetuksilla vahvoja osia kannattaa tulostaa, kappaleiden jälkikäsittelyssä huomioitavia seikkoja sekä mitä materiaaleja eri käyttökohteissa kannattaa käyttää.
Parhain terveisin,
Suvi Härkönen
Marketin & Sales
Maker3D
Ultimaker PVA Removal Station

Ultimaker PVA Removal Station nyt ennakkotilattavissa
Ultimaker PVA Removal Station eli PVARS on Ultimakerin viimeisin lisäys heidän tuotekokoelmaansa. PVARS on nimensäkin mukaisesti tarkoitettu veteen liukenevien tukimateriaalien poistamiseen. Pesuri pitää veden liikkeessä ja valvoo sen kylläisyyttä.
Voit huoletta jättää tukimateriaalia sisältävät kappaleet pesuriin ja käyttää arvokkaan työaikasi toisiin tehtäviin. Voit säätää pesurin tehoa, jolloin suojaat herkkiä tulosteita rikkoutumiselta.
Ammattitaidolla tehdyt 3D-tulostuskurssit tarjolla ilmaiseksi!
#Tiistaitipsi
Ultimaker Academyssa on nyt useita ilmaisia 3D-tulostuskursseja täysin aloitteleville sekä jo kokeneemmillekin 3D-tulostajille.
Kursseja löytyy useista erilaisista 3D-tulostusaiheista, kuten 'Beginners Guide to FFF' -oppaasta 'IT Admin Essentials' -oppaisiin sekä paljon muuta.
Mikset suuntaisi Ultimaker Academyyn osallistumaan jollekin laadukkaista kursseista jo heti tänään tästä linkistä?
Tiistain tipsi!

Voit saada FDM-tulostimestasi hiljaisemman ja samalla vähentää tulostuksessa näkyviä virheitä käyttämällä tulostimen alapuolella "vaimentimia".
Alapuolen kuvassa näkyvät tassut on tulostettu Ultimaker TPU95A:sta. Tämä materiaali on kimmoisaa ja tulostettu muoto auttaa kappaleita ottamaan vastaan tulostimesta syntyvää liike-energiaa. Tämä liike-energian hallittu vaimentaminen vähentää esimerkiksi tulosteissa näkyvää "ghosting"-virhettä. Lisäksi tulostimen tärinä ja sen aiheuttamat resonanssit poistuvat, joten äänisaaste vähenee huomattavasti.

Voit käydä lataamassa tassun STL-tiedoston Youmaginesta.
Kauppaa pyörittää