")
")

Verkkokauppa Uutiset Viestit aiheesta: Formlabs
Uutiset
Formlabs Form 4 on julkaistu - Uusi nopeus, tarkkuus ja luotettavuus

Olemme ylpeitä voidessamme kertoa Formlabsin julkaisseen juuri uuden sukupolven Form 4 -sarjan 3D-tulostimet. Form 4 ja 4B tarjoavat jopa neljä kertaa nopeamman tulostusnopeuden ja 30 % suuremman rakennustilavuuden kuin aikaisempi Form 3 -sarja. Tämä on uusi askel hartsien 3D-tulostuksessa.
Tulostimien nopeus on peräisin Formlabsin uudesta Low Force Display™ -tekniikasta, tehokkaasta yhdistelmästä korkeatehoisia LED-valoja, kollimaattorilinssejä, optisia suotimia ja kestävää nestekidenäyttöä. Yhdessä ne kovettavat jokaisen hartsikerroksen nopeasti – riippumatta kappaleen koosta tai niiden määrästä.
Miksi uusi Formlabs Form 4 / Form 4B?
-
Nopeus - tyypillisimmät tulostustyöt valmistuvat alle kahdessa tunnissa
-
Luotettavuus - Form 4 -sarjan tulostimilta voi odottaa korkeaa laatua jokaiselta tulosteelta.
-
Laatu ja mittatarkkuus - ruiskupuristuslaatuiset osat ja niiden yksityiskohdat toistuvat jopa 50 µm tarkkuudella.
-
Etävalvonta - laitteistoon sisäänrakennettu kamera ja ohjelmiston diagnostiikka mahdollistavat tuotannon tarkan valvonnan ja etäohjauksen.
-
Laaja materiaalivalikoima - Kaikki Form 3 -sarjan materiaalit ovat tulossa saataville kuuden uuden materiaalin ohella, lisäksi uuden Form 4 -sarjan hartsikasetit on suunniteltu uudelleen käyttäjien palautteiden johdosta.
Form 4/4B vie tuotantosi uudelle tasolle upealla nopeudellaan, koollaan ja laadullaan – kaikki edullisessa paketissa. Laitteistojen toimitukset alkavat toukokuussa ja ne toimitetaan tilausjärjestyksessä.
Tutustu tuotteeseen Formlabs Form 4 kaupassa.
Formlabs Form 4 -oheistuotteet
Uusi hartsisäiliö ja sekoitin
Päivitetyn suunnittelun ansiosta Form 4:n uusilla hartsisäiliöillä (Formlabs Form 4 Resin Tank) on nyt sama käyttöikä materiaalista riippumatta. Säiliöiden komponentit pystyvät nyt käsittelemään kaikentyyppisiä hartseja ja käyttöikä on nyt jopa 10 vuotta virheentunnistuksen ja hartsin automaattisen annostelun avulla.
Hartsisäiliön sekoitin (Form 4 Resin Mixer) on irrotettavissa ja niitä voidaan hankkia erikseen materiaalikohtaisesti.

Uusi tulostusalusta ja hartsikasetit
Uusien hartsikasettien parannuksia ovat nopeampi hartsin täyttö, vähemmän muovijätettä ja pienempi patruunan koko.
Joihinkin olemassa oleviin hartseihin on tehty pieniä muotoilumuutoksia optimaalisen tulostuslaadun saavuttamiseksi, mutta ne ovat säilyttäneet mekaaniset ja bioyhteensopivat ominaisuutensa.
Form 4:lle kehitetyt uudet V5-hartsit tarjoavat esteettisiä parannuksia täyteläisemmillä väreillä, suuremmalla iskunkestävyydellä ja sitkeydellä sekä ne on nopeampi viimeistellä. Ne mahdollistavat myös huomattavasti nopeammat tulostusnopeudet.
Form 4 tukee yli 23 alan johtavaa materiaalia, kun taas Form 4B tarjoaa yli 37 materiaalia, mukaan lukien bioyhteensopivia vaihtoehtoja. Lisäksi kuusi täysin uutta materiaalia tuodaan markkinoille halvemmalla uusien formulaatioiden ansiosta, jotka tarjoavat paremman arvon komponenttia kohden.

Form Wash V2
Uuden Form 4:n 19 % suuremman rakennusalan vuoksi tarvitaan toisen sukupolven Form Wash täyden kapasiteetin käsittelemiseen. Uudessa Form Washissa on myös parannettuja ominaisuuksia, kuten 3x enemmän sekoitusta ja pidempi liuottimen käyttöikä.
Voit käyttää ensimmäisen sukupolven Form Washia Form 4/4B -tulostimen kanssa pienempien osien puhdistamiseen, jotka voidaan irrottaa rakennuslevystä.
Formlabs pesureiden vertailu (PDF)

Formlabs Form 4:n nopeus testissä
Kysyttävää?
Jarkko Lohilahti
CEO, Founder - Maker3D
+358 400 565 641
jarkko.lohilahti@maker3d.fi
Formlabs tuoteuutuudet: Polypropeenijauhe Fuse 1+ tulostimelle ja Resin Pump System Form 3 sarjan tulostimille

Formlabs julkaisi uusia tuotteita, joiden avulla voit avata uusia käyttömahdollisuuksia Fuse 1+ SLS tulostimelle, sekä tehostaa Form 3 sarjan koneiden tuotantotehoa.
Formlabs Resin Pump System
Formlabsin uusi Resin Pump System mahdollistaa suurempien 5L hartsikanistereiden käytön Form 3 sarjan tulostimilla. Järjestelmä mahdollistaa jatkuvamman sarjatuotannon Form Auto kanssa, sujuvamman käytön 3L tulostimien kanssa, sekä parantaa tehokkuutta myös pienempien Form 3 tulostimien kanssa vähentämällä hartsikasettien vaihtoja. Käyttämällä suurempia hartsikanistereita, säästät rahaa materiaalikustannuksissa, sekä vähennät pienemmistä hartsikaseteista syntyvää muovijätettä 86%.
Formlabs Polypropeenijauhe Fuse 1+ tulostimelle
Kauan odotettu polypropeenimateriaali on nyt saatavilla Fuse 1+ tulostimille. Polypropeeni tarjoaa erinomaisen kemikaalinkeston, se on joustavaa ja kestää hyvin toistuvaa taivutusta. Polypropeeni on kevyt ja korkean sitkeyden omaava, mikä tekee siitä ihanteellisen vaativiin ympäristöihin. Polypropeenijauheesta tulostetut osat ovat myös vesitiiviitä ilman erityistä jälkikäsittelyä, sekä ovat hitsattavissa toisiinsa.
Materiaali soveltuu erinomaisesti pakkausprototyyppien, vesitiiviiden kotelojen, autojen sisäosien, ortoosien ja proteesien, sekä vahvojen ja kemiallisesti kestävien kiinnikkeiden, työkalujen ja jigien valmistukseen.
Formlabs Open Platform

Formlabs tiedotti syyskuussa julkaisevansa avoimen Open Platform -alustan, joka on tarkoitettu Form 3 -tuoteperheen 3D-tulostimille. Valmistajan tavoitteena on löytää “avoimen ajattelutavan” avulla entistä laajempia käyttöalueita Form 3 -tulostimien käyttäjille.
Open Platform -alusta avaa kolmannen osapuolen hartsit, tuo saataville vapaat säätöparametrit sekä mahdollistaa minkä tahansa 405 nm:n aallonpituuden fotopolymeerin testaamisen laitteistossa. Näiden lisäksi tarjolla on määräalennuksia suurille hartsierille.
Open Platformin tulee sisältämään:
-
Kolmannen osapuolen sertifioidut hartsit, joita on pian mahdollista käyttää Form 3 -sukupolven laitteistoilla. Tulostusasetukset uusille materiaaleille tulevat käyttöön maksutta.
-
Formlabs:n Preform -ohjelmiston uusimmassa versiossa on tullut mahdollisuus muuttaa tulostusasetuksia, jotka säätelevät esimerkiksi valotusta, kerrosten korkeutta, resoluutiota, skaalausta, kuumennusta, pyyhkimistä ja kerrosten välistä liikettä
-
Avoin lisenssi (Open Material Licence) materiaaleille on saatavilla Q1/2024 alussa, joka antaa mahdollisuuden tulostaa millä tahansa 405 nm:n fotopolymeeri-hartsilla Form 3 -sukupolven tulostimissa. Lisenssi hankintaan tulostimelle kertaluonteisena maksuna, jonka summan ilmoitamme myöhemmin. Tämä on erittäin toivottu ominaisuus tutkijoiden, tulostusmateriaaleja kehittävien sekä tulostinta tuotannossa käyttävien asiakkaiden keskuudessa.

Kuva 1. Formlabs:n Open Platform -webinaarissa käydään läpi uudet ominaisuudet ja tutustutaan niiden käyttämiseen.
Formlabs Form 3+ kaupassa. Huom uusi päivitetty hinta 2 399 €
Formlabs Open Platform ja hartsien valmistus SLA-tekniikalla
SLA-tekniikkaa käytetään yleisimmin kun halutaan kappaleelle korkeat yksityiskohdat tai sileä pinnanlaatu. SLA-menetelmää käytetään myös yhä enemmän massatuotannossa, jotka voivat olla esimerkiksi lääketieteellisiä sovellutuksia, joihin löytyy hyvä materiaalivalikoima. Lääketieteelliseen käyttöön kehitettyjen materiaalien lisäksi Formlabs on kyennyt tuomaan markkinoille korkean suorituskyvyn materiaaleja, joilla on hyvä tarkkuus ja mekaaninen lujuus (esim. Rigid 10k ja PU-materiaalit).
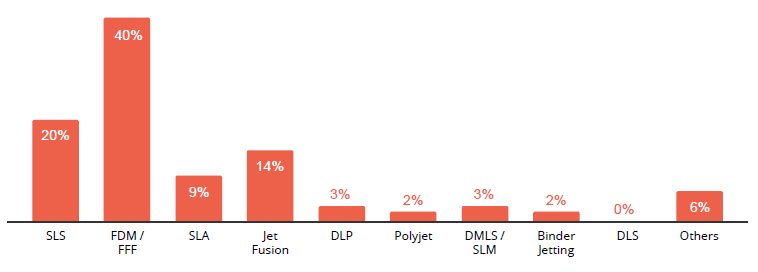
Kuva 2. Mikä 3D-tulostustekniikka on kustannustehokkain? Sculpteo:n vuosiraportin 8.painoksessa (The State of 3D Printing 2022) tehtyyn kyselyyn vastanneiden mukaan FDM-tekniikka on kustannustehokkain.
Maker3D:llä hankkimani näkökulman (liki 2000 laitetta toimitettu) kautta olen havainnut, että asiakkaamme ovat kyenneet löytämään SLA-menetelmälle sovellutuskohteita, jotka tuottavat tyypillisesti FDM- tai SLS-tekniikoiden sovellutuksia suuremman jalostusarvon. Tämä on syntynyt vaikka materiaalit ovat selvästi termoplastisia ja pulvereita korkeampia hinnaltaan.
Uskon, että Formlabs Open Platform on aloittanut kilpailun, jonka lopputuloksena tulemme näkemään materiaaleja, joista emme juuri nyt uskalla edes unelmoida. Kehitystahti kun mitä todennäköisimmin tulee vain kiihtymään, niin että seuraavan kymmenen vuoden aikana tapahtuu enemmän, kuin koko 3D-alan historiassa. Tässä vaikuttaisi olevan saumaa/virtaavan kassan tuoksua, jota kannattaa tarkastella tarkemmin.
Ystävällisin terveisin,
Jarkko Lohilahti
CEO, Founder - Maker3D
Formlabs 3D-tulostustuotteiden uudet hinnat ja ominaisuudet

Formlabs Fuse 1+ 30W SLS 3D-tulostin - Uusi ja edullisempi aloituspaketti
Formlabs on tehnyt pysyvän hinnanalennuksen Fuse 1+ 30W SLS 3D-tulostimen aloituspakettiin. Nykyisin pakettiin kuuluu myös Depowdering Kit, jonka ansiosta Formlabs SLS-tulostin on mahdollista ottaa käyttöön entistä edullisemmin.
Uusi hinta: 23 899 €

Formlabs Fuse Depowdering Kit
Depowdering Kit on suunniteltu erityisesti Formlabsin SLS-tulostimille. Se mahdollistaa tulostusmateriaalin kierrätyksen ja tulosteiden puhdistamisen ilman erillistä Fuse Sift -laitteistoa.
Hinta: 959 €

Tehdaskunnostetut Fuse 1 SLS 3D-tulostimet nyt saatavilla
Formlabs on tuonut tarjolle myös tehdaskunnostettuja Fuse 1 SLS 3D-tulostimia huomattavasti Fuse 1+ 30W -tulostinta edullisemmin. Pakettiin sisältyy myös Depowdering Kit.
Hinta: 17 199 €

Formlabs Silicone 40A
Uusi silikomateriaali tarjoaa uusia ja paranneltuja ominaisuuksia aiempiin elastisiin materiaaleihin nähden. Materiaali on sisällöltään puhdasta (100%) silikonia.
Hinta: 339 €

Formlabs Alumina 4N
Formlabs Alumina 4N on tekninen keraamihartsi, josta valmistetut kappaleet ovat 99.99% puhdasta alumiinioksidia.
Hinta: 1 249 €

Formlabs Form 3 - Uusi hinta ja Open Platform
Formlabs on pudottanut supersuositun Form 3+ -tulostimen hintaa. Monipuolinen ja erittäin luotettava tulostin nyt edullisesti!
Hinta: 2 399 €
Huom! Uudet tarjouspaketit oppilaitoksille - Tehdaskunnostetut Form 3 ja Form 3L nyt yhteishintaan 4 699 €.
Formlabs on ilmoittanut lisäksi tuovansa markkinoille Open Platform -konseptin. Uusi julkaisu tulee mahdollistamaan minkä tahansa 405 nm aallonpituuden tulostusmateriaalin käyttämisen Form 3 -sarjan laitteistoilla. Tuleva päivitys tuo myös tulostusparametrien säätömahdollisuuden.
Lue lisää valmistajan sivuilta
Lisätietojen saamiseksi tai lisäkysymysten esittämiseksi voit ottaa yhteyttä myös suoraan Formlabsiin puhelinnumerolla (08-55 11 57 50).
Heräsikö kiinnostus? Soita 010 2355 140 tai lähetä meiliä asiakaspalvelu@3d-tulostus.fi
Formlabs Uutiset
Formlabs Fuse 1+30W ja huollon asiantuntijan mietteet
 Kokemuksia Formlabs Fuse 1+ 30W:stä, käyttö ja huolto
Kokemuksia Formlabs Fuse 1+ 30W:stä, käyttö ja huolto
Hernesaaren demokone vaihtui loppuvuodesta 2022 uudistettuun Fuse 1+ 30W -malliin, mutta miten laite on toiminut? Ohessa joitain kokemuksia.
Ulkoisesti Fuse 1+ erottuu edeltäjästään vain jauhesiilon koteloinnin mustalla värillä, koneen takana taas poistoilma-aukon tilalla on liitäntä typpikaasulle. Lisäksi jauheiden mukana tulevien krediittikorttien lukija on siirretty IR-sensorin luukun sisältä koneen oikealle kyljelle siilon etupuolelle. Todelliset muutokset ovatkin pellin alla kuten aiemmassa aiheeseen liittyvässä artikkelissa totesin.
Käyttäjän kannalta Fuse 1+ ei eroa käytännössä mitenkään Fuse 1:stä, ainakin jos käytetään perusmateriaalia eli PA12:ta. Suurin ero on koneen tulostusnopeudessa, jossa ero edeltäjään on melko huima. Kolminkertainen laserteho mahdollistaa täyden päkin tulostamisen vajaassa vuorokaudessa. Hieman monimutkaisemmaksi prosessi menee, mikäli tulostetaan PA11-pohjaisia materiaaleja typpikaasun kanssa, mutta olennaisin homma on sopivan typpigeneraattorin hankinta ja kytkeminen. Sitten vain säädetään Fuse 1+:n IR-sensoriluukun alla olevasta paineensäätimestä virtaus kohdalleen, kone opastaa tässäkin toimenpiteessä.
Oikein varustettua Fuse 1+aa voikin jo ihan hyvällä syyllä sanoa tuotantokoneeksi, työkierron nopeuttamiseksi kammioita olisi hyvä olla 1 ”ylimääräinen” eli 2 kammiota yhdellä koneella ja 3 kahdella. Sama pätee myös optisiin kasetteihin, joiden puhdistus voi välillä olla aikaa vievää. Varsinkin pidempään käytössä olleeseen kasettiin alkaa kertyä ”nokea” joka ei poistu ilman sopivaa pesuainetta. Tähän liittyen vielä pari sanaa Alconox Precision Cleaner-pesuaineesta jota Formlabs suosittelee kasettien ”raskaspesuun.” Ko. Aine tulee jauheena joka pitää sekoittaa tislattuun veteen suhteessa 1:100 (paino%). Ikävänä huomiona valmis Alconox-liuos vanhenee parissa viikossa, joten sitä ei kannata sekoittaa kerralla enempää kuin mitä työhön tarvitsee. Pienenä vinkkinä Fuse 1+:n mukana tuleva annostelupullo vetää 2 dl vettä, eli tähän menisi 2 g jauhetta. Näin pienien määrien mittaaminen edellyttää jo tarkkuusvaakaa jota ei välttämättä ihan joka paikasta löydy. Itse olemmekin korvanneet Alconoxin lievästi emäksisellä yleispuhdistusaineella (Kiilto Pro Vieno).
Tähän mennessä kone ei ole vaatinut mitään erityisiä toimenpiteitä normaalien puhdistusten ja tarkistusten lisäksi (ajettu jo +1000h), joten huollon näkökulmasta kone on ollut loistava. Kunhan vain käyttäjät pitävät huolta laitteistosta.
Ystävällisin terveisin,

Aleksis Lehtonen
Support Specialist - Maker3D
Formlabs TPU 90A

Formlabs TPU 90A - Joustava lasersintrausmateriaali
Formlabsin viimeisin lisä lasersintrausmateriaaleihin on TPU 90A. Nimi tulee sanoista "Thermoplastic polyurethane", eli termoplastinen polyuretaani mikä kuuluu termoplastisten elastomeerien (TPE) luokkaan. Tällä kyseisellä polymeerillä on kovuusarvo Shore A -asteikolla 90, joka vastaa kovuudeltaan kengänpohjaa tai hiukan sitä kovempaa ainetta.
Käyttösuosituksena tälle materiaalille on esimerkiksi toiminnalliset prototyypit. TPU 90A on todella luja materiaali, joten se kestää iskuja ja vetoa huomattavia määriä.
Lisäksi Formlabs TPU 90A omaa ISO 10993-1:2020 sertfioinnin, joka antaa sille biomateriaaliluokituksen. Oikein jälkikäsiteltynä tulostetta voidaan pitää maksimissaan 24 tuntia limakalvoja vasten ja yli 30 vuorokautta ihoa vasten. Tämän sertifioinnin avulla on turvallista luoda esimerkiksi yksilöityjä henkilösuojaimia tai tukirankoja (rannetuet yms.).
Materiaali on yhteensopiva uuden Fuse 1+ 30W lisäksi myös vanhemman Fuse 1 -3D-tulostimen kanssa. Tulostusmateriaalin virkistysprosentti/seossuhde on vain 20% (vs. 30% PA12), joten hävikkiä on entistä helpompi välttää. Tulostaminen ei vaadi typpeä, eikä suojakaasun käytöstä ole etua tulostamisessa. Materiaalin sulamispiste on perinteistä nailonia huomattavasti alhaisempi, joten materiaalin käyttöönottoa ennen on suositeltava olla yhteydessä meidän asiakaspalveluun.
Löydät tuotteen verkkokauppamme sivulta.
Lisätietoja sinulle tästä materiaalista ja käyttökohteista antavat:

Keijo Johansson
Sales & Support - Maker3D
keijo.johansson@maker3d.fi
+358 504352822

Jarkko Lohilahti
CEO, Founder - Maker3D
jarkko.lohilahti@maker3d.fi
+358 400565641
Formlabs Fuse 1+ 30W on asennettu Hernesaareen

Formlabs Fuse 1+ 30W on asennettu Hernesaareen
Uusi, tehokas Formlabs Fuse 1+ 30W -lasersintrausjärjestelmä on nyt asennettu toimitiloihimme Helsingin Hernesaareen. Laitteistoa käytämme Maker3D:n 3D-tulostuspalvelut tuotantotöihin sekä valmistamme demo-tulosteita järjestelmästä kiinnostuneille. Formlabs SLS-koneita on tilattu nyt Suomeen yhteensä 8 kpl ja huhtikuussa luku on 10. Tällä hetkellä uusien koneiden toimitusaika on noin viikko.

Kuva 1. Aleksis Lehtonen asennuspuuhissa VAMK:lla.
Tässä kirjoituksessa ja tulevissa kirjoituksissa käsiteltäessä SLS-tekniikka vertaan usein Formlabs Fuse -laitteistoja huomattavasti kalliimpiin teollisuustason lasersintraus-laitteistoihin ja erityisesti 3DSystems ProX SLS 500 -koneeseen, jollaisen käytöstä allekirjoittaneella löytyy viiden vuoden käyttökokemus. Kannattaa siis lukea tämä kirjoitus jos olet suunnittelemassa SLS-koneen hankintaa tai … olet kiinnostunut 3D-tulostuksesta.
Uuden Fuse 1+ 30W -laitteiston edeltäjän Fuse 1:n otimme käyttöön marraskuussa 2021, jota käytimme menestyksekkäästi tulostuspalveluiden tarjoamiseen. Tästä kertoo hyvin vuonna 2022 kulutetun raaka-aineen määrä, joka tuotti asiakkailemme valmiita muoviosia yhteensä yli 100 kg edestä; nyt on kertynyt riittävästi kompetenssia järjestelmän laajempaan esittelyyn ja käyttökokemuksista kertomiseen.
Formlabs Fuse 1 - Nyt Suomessa
Formlabs Fuse 1+ 30W -julkaisuartikkeli
Maker3D:n Fuse 1+ 30W käyttöympäristö
Formlabs lasersintraus järjestelmää on mahdollista käyttää toimistoympäristössäkin, ilman merkittäviä tila investointeja tietyin rajoituksin. Seuraavaksi esittelen miltä laitteiston käyttöympäristö näyttää meillä Maker3D:llä, joka on jaettu kahteen vierekkäiseen väliovella varustettuun huoneeseen.

Kuva 2. Fuse 1+30W (tulostin) ja Sift (jauheen kierrätysjärjestelmä) suositellaan sijoitettavan vierekkäin, jotta Sift:n imuria olisi mahdollista käyttää tulostimen huoltotoimenpiteissä.
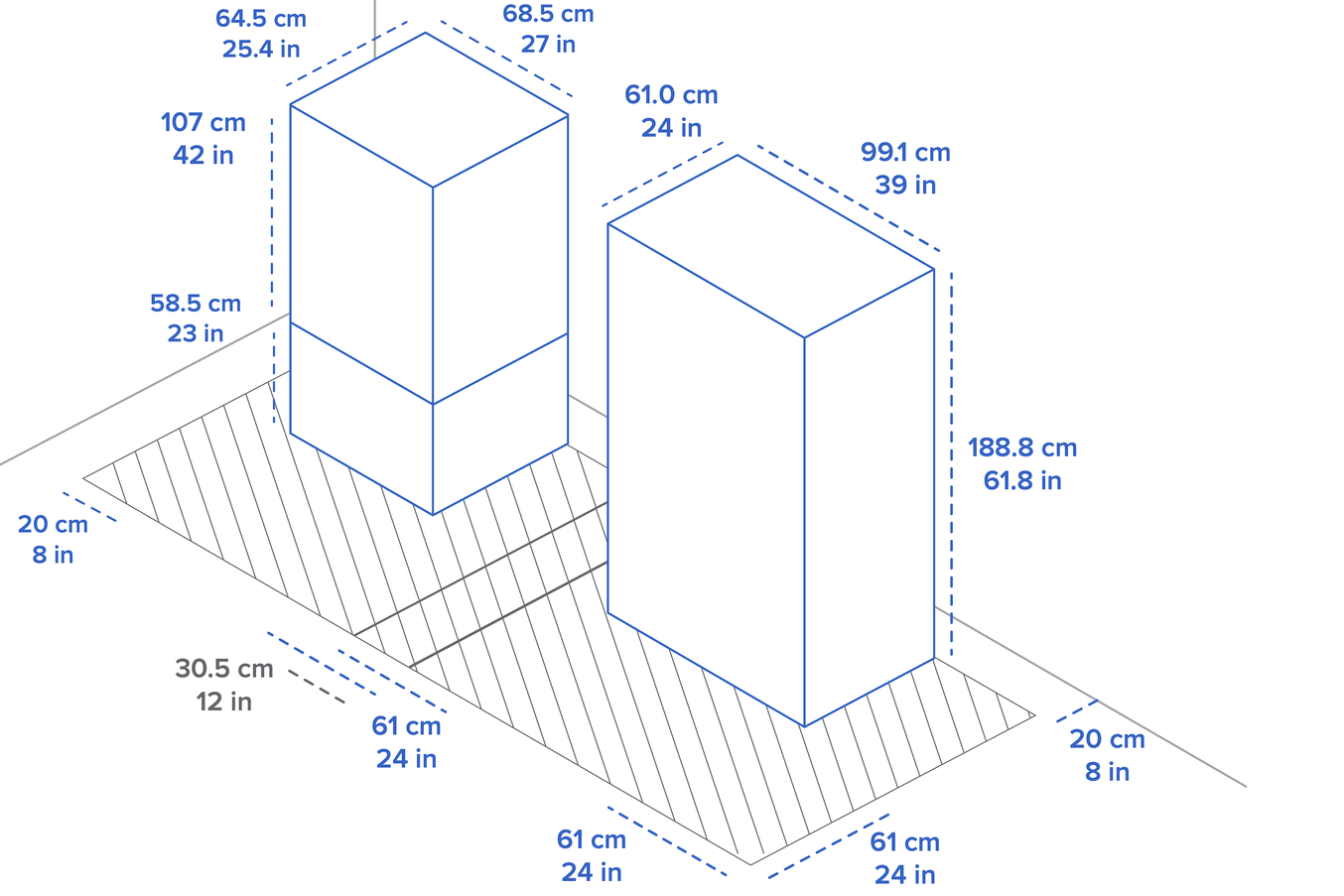
Kuva 3. Tässä valmistajan ohjeistusta järjestelmän sijoitteluun.

Kuva 4. Erillinen jälkikäsittelyhuone, jossa viimeistelemme tulosteet lasikuulapuhalluksella.


Kuva 5 ja 6. Puhalluskaappiin puhalletaan paineilmaa, jota synnytetään kompuralla.
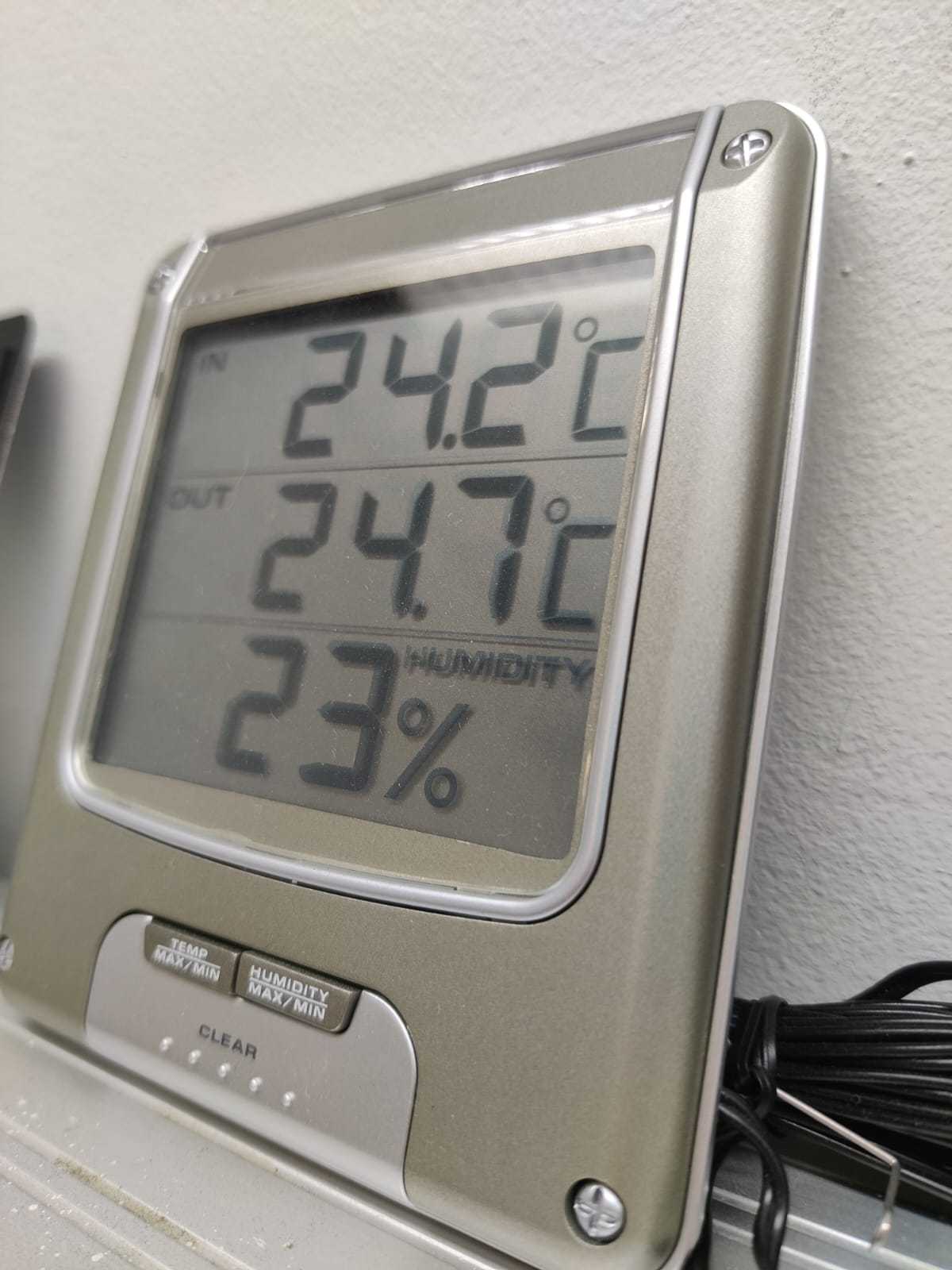
Kuva 7. Fuse 1+ 30W -tulostushuoneen lämpötilan on syytä pysyä alle 28:n asteen sekä ilmankosteuden alle 50 prosentin, jotta järjestelmä toimii parhaalla mahdollisella tavalla.
Fuse 1+ 30W työnkulku
Preform
Työnkulku alkaa tehtävän tulostustyön valmistelulla. Formlabs 3D-tulostimien ohjausohjelmisto on Preform, jonka voi ladata vapaasti niin monelle koneelle kuin on tarvetta. Preform on ehdottomasti yksi tulostusalan helppokäyttöisimmistä ohjelmistoista eikä vaadi juurikaan aiempaa 3D-tulostus osaamista. Helpoimmillaan koko tulostustyön valmistusprosessin voi hoitaa “One Click Print” -painikkeella. Ohjelmisto tukee erinomaisesti käytettävyydeltään Formlabsin visiota: tarjota edullisia ammattitason 3D-tulostimia alan parhaalla workflow:lla.
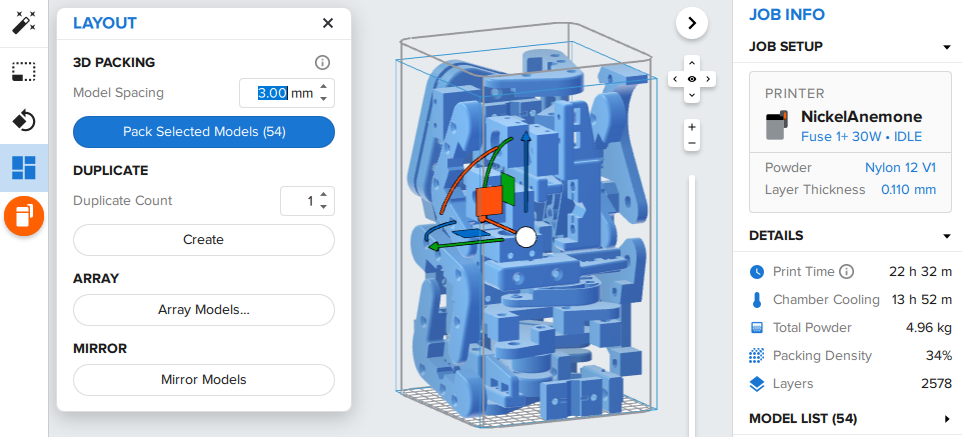
Kuva 8. Automaattinen osien asemointi Fuse 1+ 30W:n tulostuskammioon on toimiva työkalu, joka asemoi tulostettavat kappaleet painamalla “Pack Selected Models” -painiketta. Tässä tulostustyössä oli 7 erilaista osaa, jotka monistettiin yhteensä 54 osaksi duplicate -työkalulla. Osat ladattiin kammioon “normaalisti” raahaamalla.
Kun tulostustyö on valmis se lähetetään tulostimelle. Työn voi lähettää myös verkon yli etänä, jos organisaation tietoturva sallii sen tai vaihtoehtoisesti ihan perinteisesti USB:llä. Kun tulostustyön lähetys on valmis työ siirtyy tulostimen työjonoon, josta tulostuksen voi aloittaa. Jos tulostin on kytketty prime -modeen ennen työn lähetyksen aloitusta työ käynnistyy automaattisesti. Tämä on erinomainen työkalu esimerkiksi etänä työskenneltäessä. Tällöin koneen käynnistystä ei tarvitse enää käydä toteuttamassa fyysisesti paikan päällä.
Tipsinä tässä kohtaa; tulostustyöt kannattaa nimetä ja tallentaa mahdollista myöhempää käyttöä varten.
Fuse esivalmistelu
Järjestelmän käytettävyys on viety pitkälle, katsopa sitä mistä kulmasta tahansa. Tulostimen kanssa toimiessa jokaiseen työvaiheeseen on olemassa kuvallinen ohjeistus laitteiston hallintapaneelissa. Kun tulostinta aloitetaan valmistelemaan tulostustyötä varten eteen tulee tarkistuslista, jossa on aina ennen tulostusta tehtävät toimenpiteet sekä määrättyjen käyttötuntimäärien täytyttyä laitteiston sisäänrakennetun huoltokirjan edellyttämiä huoltotoimenpiteitä (huoltotoimenpiteet ovat vuosittain toteutettavaa määräaikaishuoltoa lukuunottamatta yksinkertaisia puhdistustoimenpiteitä).
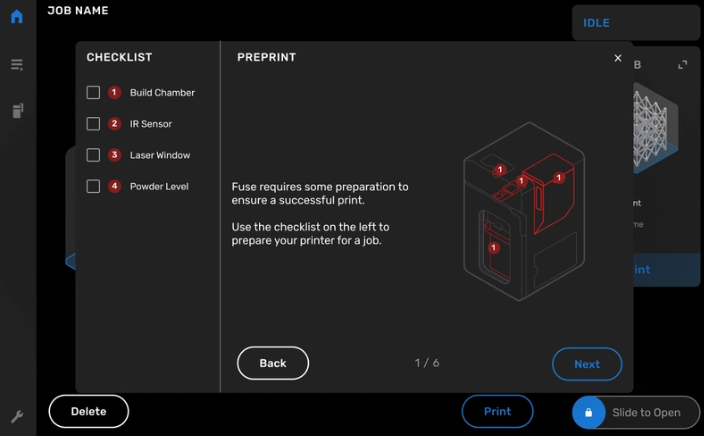
Kuva 9. Ennen tulostustyön aloitusta täytettävä tarkistuslista.
Formlabs -lasersintrauslaitteistojen tulostustyö suoritetaan erilliseen tulostuskammioon. Tämä tuote on loistava keksintö, jonka lämmönhallinta ominaisuudet mahdollistavat laadukkaat tulosteet riippumatta osien sijoittelusta, niiden tulostus orientaatiosta tai kammion korkeasta täyttöasteesta (kuvan 6 esimerkissä kammion täyttöaste oli 34% ja jokaisen osan lopputulos oli laadukas). Erillinen tulostuskammio mahdollistaa myös koneen nopean uudelleenkäynnistyksen, joten suosittelen lämpimästi toisen kammion hankintaa.
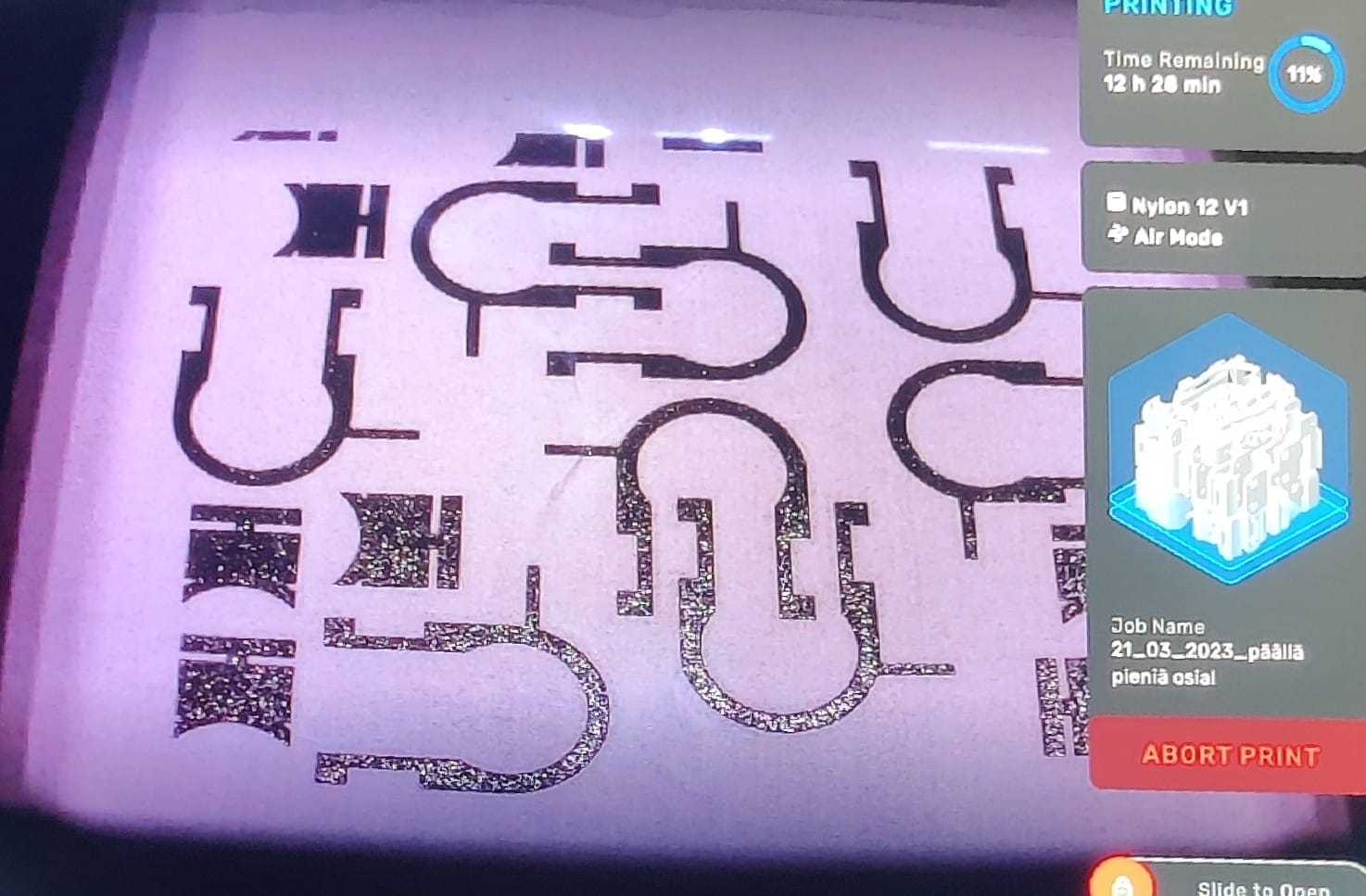
Kuva 10. Fuse:n hallintapaneelista voi seurata tulostustyön etenemistä.
Jauheenkierrätys À la Sift
Tulostuksen jälkeen tulostuskammio siirretään tulostimesta jauheen kierrätys asemaan, jossa tulosteet esikäsitellään harjaamalla tukiaineena toiminut tulostusmateriaali siiloon, jonka kautta kyseinen pulveri kulkeutuu uudelleentulostus materiaaliksi. Sift sekoittaa käytetyn pulverin ja tuoreen pulverin automaattisesti valitun sekoitussuhteen mukaan. Formlabs -lasersintrauslaitteistot on optimoitu toimimaan 30/70 -sekoitussuhteella, jolloin tuoretta käyttämätöntä pulveria on 30% kokonaismäärästä. Tällä laitteella voi hyvinkin ajaa pelkästään kierrätetyllä pulverilla, mutta se vaikuttaa tulostuslaatuun.
Tipsi: jos kierrätettyä pulveria pääsee kertymään voi sitä käyttää esimerkiksi kappaleisiin, joissa ei ole niin suuria laatuvaatimuksia.

Kuva 11. Kappaleiden puhdistus käynnissä. Sift kertoo milloin kammion lämpötila on sellainen, että sen on turvallista nostaa tulostustyö pöydälle. Tässä vaiheessa käytetään hengityssuojainta sekä kumihanskoja, jotta vältetään esimerkiksi käsistä irtoavan rasvan siirtyvän pulveriin. Pöydän ATEX-imurin tuottaman imu pitää huolen, ettei tulostusmateriaalia päädy järjestelmän ulkopuolelle.

Kuva 12. Sekoitettu pulveri siirretään tulostimeen kasetilla.
Osien jälkikäsittely
Sintrattujen osien jälkikäsittelyn ensimmäinen taso on osien lasikuulapuhallus, jolla viimeistellään viimeisetkin tukiaineena toimineet pulverit. Yleisimmin työvaihe tämä työvaihe hoidetaan manuaalisesti, mutta kapasiteetin kasvaessa kannattaa työvaiheiden automatisointi ottaa tarkasteltavaksi. Prosessin tehostamiseksi on saatavilla kaupallisiakin ratkaisuja.
Tulostetut osat ovat puhalluksen jälkeen lopputuote käyttöön kelpaavia. Jos kuitenkin materiaalin pintaa on tarve muuttaa on pintakäsittelyvaihtoehtoja useita.
Tutustu jälkikäsittelyoppaaseen
Valmiiksi tallatut polut
On sanottu; vanhan on kuoltava pois, jotta uusi voi virrata tilalle. Tässä vaiheessa moni kirjotustani lukenut asiantuntija pitää kertomiani myyntipuheina. Niin minäkin pidin vielä syksyllä 2021, varsinkin kun laitteen varsinaisessa julkaisussa oli kestänyt luvattoman pitkään ja aiemmin edustuksessa olleen vastaavassa hintaluokassa olleen kilpailijan laitteistosta asiakasrajapinnassa hankitut käyttäjäkokemukset eivät olleet kaksisia. Toivoa huomisesta antoi kuitenkin rakkaat kollegamme Ruotsista (3DVerkstan), jotka olivat saaneet sijainniltaan aiemmassa jakelu vyöhykkeessä runsaasti positiivista palautetta laitetoimituksistaan.
Formlabs -lasersintauslaitteistoja on toimitettu Euroopassa jo 700 kappaletta. Ongelmiakin on ollut niin meillä kuin asiakkailla, ja niin pitääkin olla. Muutenhan tämä touhu olisi jo arkipäiväistä. Näistä mainitsemistani ongelmista valtaosa on liittynyt huolto-ohjelman puhdistus toimenpiteiden laiminlyöntiin, joiden suorittamatta jättämisestä matka parhaaseen mahdolliseen lopputulokseen ei ole kovin pitkä. Tehtävänä suorastaan helppo.
Osiakin on jouduttu vaihtamaan, joiden suorittamisesta on vastannut laitevalmistajan kouluttama tekninen tukemme. Formlabs Fuse -lasersintrausjärjestelmät on suunniteltu valmistettavaksi suurissa sarjoissa, joten varaosienkin saatavuus on hyvä. Tulevien kysymysten, prosessin optimoinnin ja mahdollisten laiterikkojen varalta uudet paketit toimitetaan aina ensimmäisen vuoden osalta huoltosopimuksen piirissä.
Kenelle tämä sitten sopii? Sen kuulet seuraavalla kerralla.
Ystävällisin terveisin,

Jarkko Lohilahti
CEO, Founder - Maker3D
Form Auto

Formlabs Form 3 tulostimilla automatisoitua sarjavalmistusta
Formlabs tuo myyntiin Form Auto lisäosan mikä mahdollistaa Form 3 -tuoteperheen tulostimilla automatisoidun sarjavalmistuksen.
Tuotekokonaisuus sisältää kolme eri komponenttia:
Form Auto - Mekaaninen lisäosa Form 3 tulostimeen mikä huolehtii valmistuneen kappaleen irroittamisesta alustalta. Valmistuneet kappaleet keräytyvät koriin mistä ne voidaan siirtää pesuun ja jälkikovetukseen.
Fleet Control - Form PreForm ja Dashboard laajennus mikä mahdollistaa tulosteiden jonouttamisen ja usean tulostimen hallinnan.
High Volume Resin System - Suur-kapasiteettinen hartsijärjestelmä. Tämän lisäosan avulla voit käyttää Form 3 tulostimissa 5l vaihdettavia hartsisäiliöitä.
Fyysisten tuotteiden toimitukset alkavat Q3/2023. Fleet Control laajennus ostettavissa välittömästi. Mikäli olet kiinnostunut, ole yhteydessä asiakaspalveluumme.
Tuote verkkokaupassamme: http://www.3d-tulostus.fi/Formlabs-Form-Auto
Terveisin,
Maker3D asiakaspalvelu
asiakaspalvelu@3d-tulostus.fi
Maker3D Laitekaupan uutiskirje Q4/22

3D-tulostus.fi -laitekauppamme varastoon rysähti juuri läjäpäin UltiMaker ja Formlabs 3D-tulostimia ja lisää on jo matkalla. Rytäkkä on niin sanotusti käynnistynyt kun moni toteuttaa ja suunnittelee uusia 3D-tulostinhankintoja, jotka on tarkoitus saada toimitettavaksi vielä tämän vuoden puolella. Toivomme mahdollisimman nopeaa yhteydenottoa, jotta voimme varmistaa haluamiesi tuotteiden saatavuuden ennen vuoden vaihtumista.
Tästä kirjeestä voit lukea myös käynnissä olevat kampanjamme (UltiMaker / Formlabs) sekä tutustua uusiin ja tuleviin tuotteisiin.
Voit olla suoraan minuun yhteydessä puhelimitse, sähköpostitse tai tulla vierailemaan Maker3D Showroomissa Hernesaaressa, jossa on nähtävillä kaikki edustamamme laitteistot.
Palataan asiaan ja muista kysyä vaihtotarjousta.
Ps. juuri nyt kaikkien edustamiemme koneiden toimitusaika on maksimissaan kaksi viikkoa.
Ystävällisin terveisin,
Jarkko Lohilahti
CEO, Founder - Maker3D
+358400565641
jarkko.lohilahti@maker3d.fi
Kauppaa pyörittää