")
")
Verkkokauppa Uutiset Material review, BASF Ultrafuse 316L
Material review, BASF Ultrafuse 316L

Alloy 3D printing filament
Quite a few readers who are familiar with steel grades, might already know the 316L. This AISI 316l stainless steel alloy is also known by the name A4. It is an austenitic alloy that is widely used in chemical and food industries, medical devices, waterworks plumbing and shipbuilding.
BASF - one of the world's largest chemical companies, has managed to incorporate this alloy in a FFF 3D printing filament. This product, Ultrafuse 316L, is not a novel product anymore, but we haven't introduced it properly before. A more recently launched product is highly similar, but contains stainless alloy called 17-4PH instead.
Metal FFF printing process explained
When metal 3D printing is mentioned, the first and usual impression is 500 000 € machines and hazmat suits for the powder handlers. BASF´s approach is different and much more clean. The metal powder still exists, but has been mixed with POM and polyolefin plastics and extruded into a spool of FFF printing filament. Metal content of the filament is about 90% of total mass, which you can easily feel when handling the spool.
The manufacturing process begins similarly to any other FFF print, the CAD model is exported to STL or OBJ formats and sliced with the preferred slicing software. All the advantages (and limitations) of FFF technique apply so for example, partially hollow parts are possible.
After the printed part has been removed from the build platform and possible supports have been removed, the stage is called “Green part.” At this stage it is still easy to post-process the part. After this, a regular user only has to ship the Green Parts for further processing. I will however shortly describe what happens after this. The process is identical to the one used by Metal Injection Moulding (MIM) houses and might be familiar to some readers. The process stages are depicted in Figure 1.
The final processing is performed at BASF´s sub-contractors´facility in Germany. It begins with Debinding, where the POM plastic is dissolved from the Green Part matrix with nitric acid vapour. This happens in a retort with controlled pressure and temperature. After Debinding, the stage is called Brown Part. In this stage, only the polyolefin backbone of the part remains, and thus the Brown Part is porous and very fragile. Consequently the part has to be designed so that it can support its own weight.
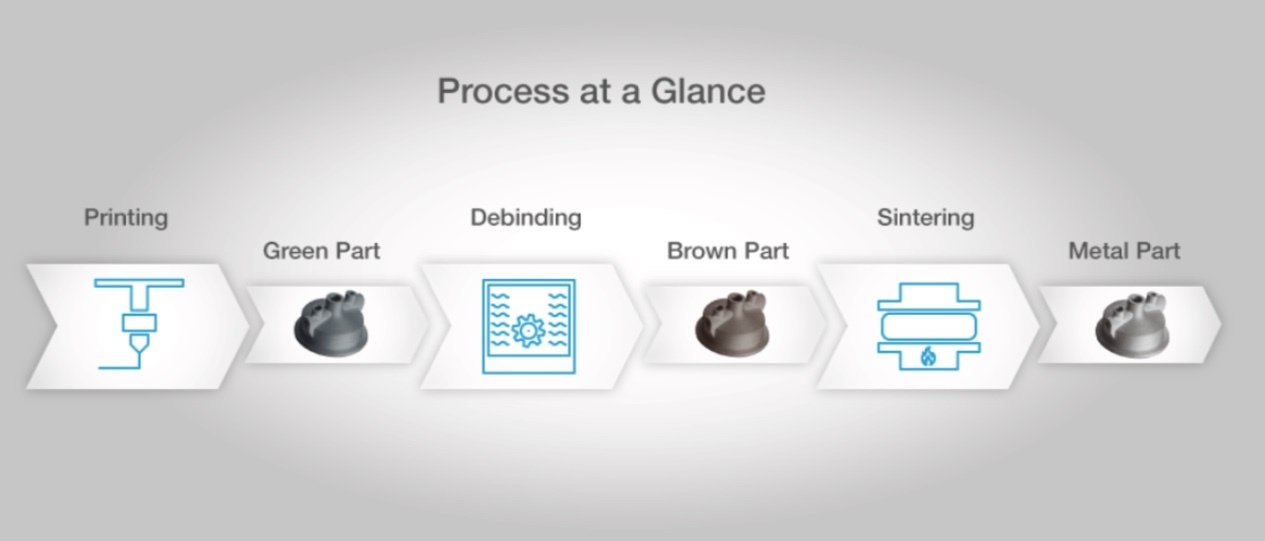
Figure 1. Ultrafuse 316L manufacturing process.
The final stage of manufacture is sintering, which happens in a kiln with a hydrogen atmosphere. The peak temperature of sintering is 1380 C, but this is ramped up in several controlled stages. During sintering, all remaining plastic burns off and the metal is sintered into a solid “White Part.” The precise sintering program is available from us, if a customer has equipment that is capable of the process.
Unfortunately the sintering process itself has one major challenge, because the part will experience major deformations on the path. An average 3D printed part will shrink about 16% in XY plane and 20% in Z-direction during sintering, so the deformation is anisotropic as well. The numbers above are only an approximation, as the exact shrinkage depends on the size and infill percentage of the part. To easen the pain, BASF has developed simulation tools for predicting and compensating the deformation. These tools are available through us for the advanced users who are already familiar with numerical methods, but there is an easier way which leads to some waste. In essence, the customer can print their part with various upscaling percentages and send this experimental batch to be sintered. The best result is then chosen and possibly refined further.
The 316L product pages include comprehensive design and printing instructions to help with this material, including a material handbook. Links to further documentation including the TDS and SDS are on our product page.
Our experience on 316L
Up to this point we have printed several kilograms of 316L filament with our office´s Ultimaker machines. Printing profiles for the Ultimaker Cura slicer are readily available on Cura Marketplace to facilitate the print. An important note is that 316L filament requires a wear resistant nozzle, such as in Ultimaker CC print cores. However, the filament contains enough plastic NOT to wear the knurled wheel(s) of the feeder, in contrast to fiber-enriched composite filaments. This would enable the material to be printed with Ultimaker 2+ Connect printer equipped with a suitable nozzle. To ensure adhesion and facilitate removal, Magigoo offers a special glue tailored for the material (Magigoo Pro Metal). Other 3D printing glues may also work, we have tested the Dimafix glue. It provides good adhesion, which can be a bit too good in some occasions, and break the part on removal.
Some tips on 316L use:
- The printer should have an enclosed build chamber, as this material delaminates easily due to cold drafts
- The nozzle should heat up to minimum of 250 C and platform to 90 C (280 C / 120 C are recommended)
- For easy removal, we recommend the Magigoo Pro Metal glue
- For better finish, the part can easily be sanded with fine sandpaper in Green State
- After the sintering process, the part can be processed like any steel part, e.g. by machining to tolerances
All our own 316L prints have been sintered in Germany by BASF´s subcontractor Elnik GmbH. The processes are scheduled beforehand, the different steel grades are processed every even and odd week. In 2021, the 316L Green Parts should preferentially have been at the facility by the end of odd weeks, this way they have gotten into the process immediately and the sintered parts are sent to customers by the end of even week. We are selling vouchers that are valid for sintering 1 kilogram of Green Parts.

Figure 2. At-office printed and sintered 316L parts.
In conclusion, we can state that the printing itself is not the challenging work in obtaining good 316L parts. The pressures are on the design in order to take necessary precautions to help the part survive the sintering process and correctly compensate for the inherent deformations.
Best Regards,

Aleksis Lehtonen
Support & Service- Maker3D
Kauppaa pyörittää