")
")

Verkkokauppa Uutiset Viestit aiheesta: Form2
Uutiset
Formlabs kampanjat

Formlabs antaa 500 euron edestä materiaaleja tai tarvikkeita sellaiselle uudelle Formlabs Form 3, 3B, 3L tai 3BL tulostimen ostajalle, jolla ei ole vielä em. tulostinta käytössään. Edun voi käyttää omavalintaisiin resiineihin tai tankkeihin (poislukien Finish Kit ja Build Platform).
Toinen kampanja hyödyttää niitä tulostimen hankkijoita, joilla on jo käytössään Formlabs Form 2 3D-tulostin. Formlabs tarjoaa 700 euron hyvityksen vaihdettaessa Form 2 3D-tulostin uuteen Form 3 tai Form 3B:n.
Tutustu kattavaan artikkeliimme siitä, mitä konkreettisia eroja näillä tulostimilla on: https://www.3d-tulostus.fi/uutiset/Form-2-versus-Form-3-mitae-eroa
Haluatko tietää lisää kampanjoista tai onko sinulla muuten kysyttävää liittyen 3D-tulostimen hankintaan ja valintaan? Autamme mielellämme puhelimitse numerossa +358102355140 tai voit lähettää meille sähköpostia osoitteeseen asiakaspalvelu@3d-tulostus.fi
Parhain terveisin,

Suvi Lohilahti
Maker3D
Form 2 versus Form 3 - mitä eroa?

Formlabs julkisti uusimman kohtuuhintaisen desktop-tulostimensa Form 3:n jo hieman yli 2 vuotta sitten. Miten Form 3 sitten eroaa edeltäjästään Form 2:sta? Tässä artikkelissa on tarkoitus valottaa näiden koneiden eroja. Puhuttaessa Form 3:sta voidaan todeta, että kyseessä ei siis todellakaan ole sama kone kuin Form 2. Koneiden tekniikkakaan ei ole edes sama näissä laitteissa. Formlabs kutsuu kolmosessa käytettyä tekniikkaa kokonaan uudella nimellä “Low Force Stereolithography (LFS)”, ja ihan hyvästä syystä. Katsotaanpa tarkemmin näitä syitä.
Form 2
Edeltäjämalli Form 2 julkaistiin vuonna 2014 ja se saavutti nopeasti suosiota mm. edullisella hankintahinnallaan. Tämän mallin (ja myös sen edeltäjän) keskeisin innovaatio oli bottom-up (tai “inverted”) valotustekniikan kehittäminen SLA-menetelmälle (kuva 1). Tämä tarkoittaa, että hartsimateriaalin kovettava valo heijastetaan nesteeseen alakautta optista käytävää pitkin hartsialtaan läpinäkyvän pohjan läpi. Tällä saadaan laitteen hankintahintaa ja käyttökustannuksia painettua huomattavasti alemmas perinteisempään top-down valotukseen nähden. Siinä valonlähde sijaitsee hartsialtaan yläpuolella ja kerros kerrokselta kovettuva malli laskeutuu hartsitankkiin. Näiden koneiden huono puoli taas on korkea hankintahinta ja käytön aloituksen kustannus. Lisäksi materiaalin vaihto on hieman hankala prosessi, koska top-down koneiden hartsiallas on kiinteä. Altaan tyhjennys ja puhdistus on tästä syystä ikävä operaatio.
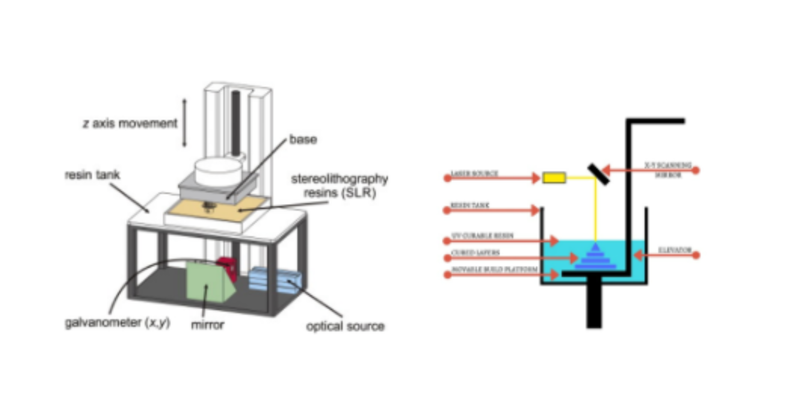
Kuva 1. Bottom-up (vasemmalla) ja top-down valotustekniikat SLA-tulostuksessa.
Mutta kuten aina tosielämässä, myös bottom-up tekniikassa on akilleenkantapäänsä. Näiden koneiden hartsiallas on osa optista käytävää ja siten kuluva osa. Sen sijaan hankalampi ongelma on revintä ja siitä aiheutuvat voimat. Joka kerta kun kerros hartsia kovetetaan tulostusalustaan tai siihen kasvatettuun malliin, hartsi kovettuu yhtäläisellä lujuudella myös altaan pohjaan. Jotta tulostusta voitaisiin jatkaa, malli on revittävä (peeling) voimaa käyttäen irti altaan pohjasta ennen seuraavan kerroksen rutistusta (squish) ja valotusta. Tämän vuoksi tulostuskammion ja tulostettavan mallin koolle on käytännön yläraja, jonka jälkeen revintävoimat kasvavat liian suuriksi. Form 2-tulostimen tuotekehittelyssä kului erittäin paljon aikaa tähän revinnän kalibrointiin juuri sopivaksi, mutta mallit tarvitsevat siitä huolimatta järeitä rakennustelineitä muistuttavia tukia.
Form 2:n seuraajan kehittelyssä päätavoitteeksi asetettiin revintävoimien pienentäminen. Tämän aikaansaamiseksi koneen valotustekniikka ja hartsiallas suunniteltiin kokonaan uusiksi. Muutokset olivat lopulta niin mittavia, että kuten aiemmin mainitsin, Formlabs päätyi nimeämään koko tulostustekniikan uudelleen LFS:ksi.
Form 3
Form 3:ssa käytettävän LFS-tekniikan keskeisenä uutuutena on uusi hartsiallas, jossa on joustava kaksinkertainen pohja. Tästä on hyötyä sekä rutistusprosessissa että revinnässä. Form 2:sta poiketen LFS-tulostimessa lopullinen “rutistus” tapahtuu juuri ennen valotusta tankin alla poikittaissuunnassa liukuvan rullaparin avulla (kuva 2.)

Kuva 2. Form 3 3D-tulostimen kerrospaksuuden säätöprosessi.
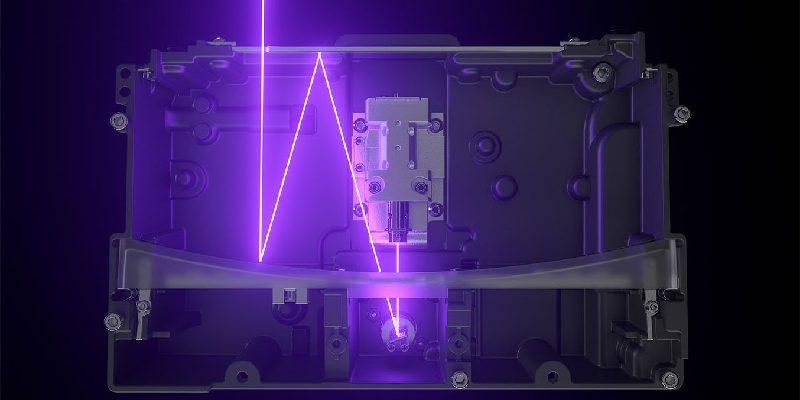
Vielä allastakin suurempi parannus on tapahtunut koneen optisessa koneistossa. Form 2 oli enemmän “solid-state” tyyppinen laite, sillä siinä ainoat liikkuvat osat olivat 2 galvanometripeiliä, jotka skannasivat lasersädettä X- ja Y-suunnissa (kuva 3.) Galvanometreiltä säde jatkoi matkaansa optisen käytävän pohjalla olevan kiinteän ns. kääntöpeilin kautta ylös ikkunan läpi altaan pohjaan. Tämä koneisto oli itsessään erittäin toimintavarma, mutta sen huonona puolena oli suurikokoinen ja likaantumiselle altis optinen käytävä, jota ei ollut mahdollista suojata täysin pölytiiviiksi.
Kuva 3. Form 2-tulostimen optinen koneisto.
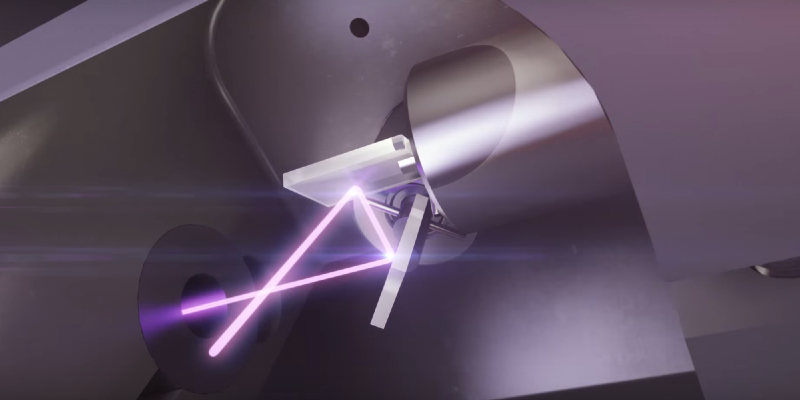
Form 3-tulostimen optinen järjestelmä on täysin edeltäjästään poikkeava, optisessa mielessä se on huomattavasti yksinkertaisempi ja käyttää vain yhtä galvanometriä, joka skannaa sädettä Y-suunnassa (kuva 4). Järjestelmään on lisätty yksi kiinteä peili ja viimeinen peili on muodoltaan parabolinen. Tämä saa aikaan sen, että altaan pohjaan “ammuttava” säde on aina pystysuorassa. Tällöin Form 3:ssa tarkkuus on yhtä hyvä kaikkialla, siinä missä Form 2:n tarkkuus oli parhaimmillaan alustan keskellä, missä säde kallistui vähiten. Tällä ei ollut niin suurta merkitystä jos koneen tulostuskammion koko pysyi pienenä, mutta Form 3:n tekniikka mahdollisti myös kammion koon kasvattamisen tarkkuuden kärsimättä. Tämä ei olisi ollut mahdollista Form 2:n tekniikalla. Tämän lisäksi Form 3:n galvanometrin käyttötaajuutta on nostettu, ja sitä kautta toimintaa on saatu nopeammaksi.
Kuva 4. Form 3 optinen koneisto.
Toinen LFS-tekniikan etu on, että koko optinen järjestelmä on saatu pakattua suljettuun kasettiin, jota Formlabs kutsuu nimellä Light Processing Unit (LPU.) LPU-moduuli on pölytiivis ja käyttäjän itse vaihdettavissa mikäli se vikaantuu, toisin kuin Form 2:ssa, missä tulostin piti jälleenrakentaa tehtaalla koneiston rikkoutuessa. Myös muut Form 3:n keskeiset osat kuten LPU:n päällä oleva rullakansi ja useat sensorit on suunniteltu helposti vaihdettaviksi.
Omista kokemuksistani Form 3-tulostinten kanssa voin sanoa, että kokonaisuutena Form 3 vaatii huomattavasti vähemmän säännöllistä huoltoa kuin Form 2. Suurin parannus on tiivis optinen käytävä, jonka ansiosta Form 2-koneiden kanssa jo hyvin tutuksi tullut peilien puhdistaminen on jäänyt historiaan. Lähes kaikki Form 3-koneiden meille tulleet viat ovat paljastuneet hieman ikävällä tavalla jo käyttöönoton yhteydessä, eli ne ovat siis olleet valmistusvirheitä. Valmistajan tuotannon laadusta kuitenkin kertoo se, että näitä viallisia koneita on prosentuaalisesti äärimmäisen vähän.
Yleisesti ottaen voidaan todeta, että Form 3 on ollut toimintavarma 3D-tulostin ja asiakastyytyväisyys on ollut korkeaa. Tosin rehellisyyden nimissä on mainittava, että koneeseen on tullut yksi uusi kääntöpuoli LFS-tekniikan myötä. LFS-altaiden joustava pohja on myös Form 2:n kiinteää pohjaa hiukan heikompi ja siksi herkempi puhkeamaan, mikäli tulostus epäonnistuu tai siitä irtoaa teräviä palasia, jotka jäävät hartsin sekaan. Tämän takia suosittelenkin tarkastamaan altaan aina tulostuksen epäonnistuttua. On paljon epämiellyttävämpää siivota koneeseen valahtaneita hartseja kuin kaapia välillä altaan pohja puhtaaksi… Itse asiassa Form 3 osaa tässä hieman avustaa ja tehdä altaan pohjalle ns. cleaning meshin eli verkon mihin mahdolliset roskat tarttuvat. Tässä ei ole mitään puhkeamisvaaraa, sillä cleaning meshiä valotettaessa alusta ei laskeudu altaaseen.
Terveisin,

Aleksis Lehtonen
Support & Service- Maker3D
Formlabs - Uusi tekninen materiaali

Formlabs julkaisee uuden tulostusmateriaalin 11.2.
Julkistus tapahtuu verkossa kello 21 (alkuperäinen kello 14 EST).
Voit rekisteröityä julkaisutilaisuuteen Formlabsin sivulta: https://3d.formlabs.com/webinar-new-engineering-material-announcement-feb-2020
Formlabs - SLA vs. DLP (2020)

Formlabs on julkaissut päivitetyn version artikkelista missä verrataan SLA ja DLP-tekniikoita
Voit käydä lukemassa artikkelin Formlabsin sivulta: https://formlabs.com/blog/resin-3d-printer-comparison-sla-vs-dlp/
Artikkelissa esitetään tulostustekniikoiden toimintaperiaatteet selkeinä kuvina. Eroja haetaan tulostuslaadun, nopeuden ja tulostettavien kappaleiden mittojen suhteen. Nyt Form 3:n julkaisun myötä artikkeliin on päivitetty uusi LFS-tekniikka ja sen edut verrattuna SLA ja DLP-tekniikoihin.
Formlabs sitoutumisbonus Form 3 ostajille
Form 2 3D-tulostimen omistajana saat 500€ alennuksen tilatessasi Form 3 tulostimen. Älä jätä tätä loistavaa etua käyttämättä.
Lisätietoja Form 3 tulostimesta:
https://www.3d-tulostus.fi/Formlabs-Form-3
https://formlabs.com/3d-printers/form-3/
Vertailussa Form 2 ja Form 3:
https://formlabs.com/blog/form-3-form-2-3d-printer-comparison/
Ota yhteyttä meihin alennuksen suhteen:
Tarjous voimassa 30.6.2019 asti. Alennuksia ei saa useampaa kertaa samasta Form 3 tulostimesta.
Korkean lämmönkeston 3D-tulostusta: Tutustu uuteen High Temp resiiniin

Formlabs esittelee uuden version High Temp resiinistä, joka on suunniteltu korkeisiin lämpötiloihin. Uudessa versiossa on nyt HDT 238 °C @ 0.45 MPa, sekä korkeampi sitkaisuus vähentämään kappaleen haurautta.
Tuotesuunnittelu: Kuuma ilma, kaasut ja virtaavat nesteet
Osien funktionaalinen testaaminen voi olla hankalaa kun vaaditaan korkeata lämmönkestoa. Useimmat prototyyppien luomiseen suunnatut materiaalit menettävät muotonsa korkeissa lämpötiloissa. Käyttämällä High Temp resiiniä voidaan säästää huomattavia summia kun prototyypeiltä vaaditaan korkeata lämmönkestoa, vesitiiviyttä sekä suoraa kosketusta kuumien nesteiden tai kaasujen kanssa.
High Temp resiinin käyttökohteita:

“Käytämme SLA tulostimia prototyyppien luomiseen. Perinteiset SLA resiinit menettävät muotonsa kuumassa, joten käytämme High Temp resiiniä osiin jotka ovat kosketuksissa kiehuvan veden kanssa”
-
Mack Mor, Sr. Product Engineer at OXO
Vielä ei ole korviketta fyysisille prototyypeille testeissä. Jopa parhaimpien tietokonesimulaatioiden rinnalle insinöörit haluavat fyysisen mallin. Monet insinöörit käyttävät High Temp resiiniä nopeuttamaan suunnitteluprosessia. Se autaa nopeuttamaan uusien iteraatioiden testaamista, kun uusia malleja ei tarvitse tilata koneistettuna alihankinnasta.
Esimerkkejä käyttökohteista:
-
Keittiövälineet
-
Kosmetiikan säilytyspurkit
-
Kappaleisiin joissa tarvitaan pieniä nesteen virtauskanavia
-
Sisäisten komponenttien prototyyppieihin
-
Kamerapidikkeet
-
Sensorien kiinnittämiseen tuulitunneleissa
-
Hiilikuiturikastettuna auto- ja ilmailualan eri käyttökohteisiin
-
Vulkanoituja muovimuotteja korujen valmistukseen
-
Ruiskuvalumuotin inserttejä ja testimuotteja
-
Elektroniikan pinnoittamiseen
Tuotantoprosessit: Muotit, insertit ja maskit
Hyvän lämmönkeston, tarkojen yksityiskohtien, sekä sileän pinnan ansiosta High Temp resiini on uniikki materiaali. Sillä voidaan tulostaa muotteja joihin voidaan valaa tuotannossa käytettäviä materiaaleja. Näin voidaan tuottaa pieniä eriä valettuja kappaleita ilman että tarvitsee hankkia tuhansien eurojen arvoisia koneistettuja valumuotteja.

Googlen ideahautumossa tai Advanced Technology and Projects group(ATAP) käytti Formlabs High Temp resiiniä tuottamaan satoja piirilevyjen näköiskappaleita
“Se että 3D-tulostettuun kappaleeseen ollaan saatu tarpeeksi tarkat mittoja, että se kestää ruiskuvalamisen korkean paineen, ilman että materiaalia edes pursui valumuottien väliin. Ilman Form 2 ja High Temp resiiniä, emme olisi saaneet projektia maaliin ajoissa. Täyteen tuotantoon siirtyminen oli helppoa, koska olimme varmoja että kaikki toimii kuten pitää.”
-
David Beardsley, Model Shop Manager @ Google ATAP
Form 2 tulostinta ja High Temp resiiniä käyttäen Google ATAP pystyi:
-
Tulostamaan korvike inserttejä jotka kestivät yli 250C lämpötiloja 27,000 psi paineessa
-
Säästi noin 100 000€ elektroniikan kokoonpanoissa
-
Kiertämään hankalia hankintoja ja lyhentämään tuotannon testisykliä 3 viikosta 3 päivään

Alkuperäinen artikkeli: https://formlabs.com/blog/high-temp-resin-high-thermal-stability-3d-printing/
Ylen aamu-tv:ssä keskustelua 3d-tulostamisen uusista tuulista.
Ylen aamu-tv:ssä vieraana tutkija Roy Björkstrand Aalto-yliopistosta keskustelemassa 3d-tulostamisesta.
http://areena.yle.fi/1-4142301
Form Cell

Formlabs esittelee uuden tulostinfarmin, joka automatisoi 3D-tulostamisessa tehtävät prosessit täysin. Laitteen sanotaan tekevän tuotteita halutun määrän vaatimallaa käyttäjältään ainoastaan tiedoston aloittaakseen. Järjestelmä tekee myös kappaleiden jälkikäsittelyn. Cell sisältää teollisuusrobotiikkaa, Form 2 -tulostimia sekä Form Wash jälkikäsittelylaitteiston. Laitteisto mahdollistaa paremman työn aikataulutuksen, tulostuksen etäseurannan, sekä valmistusnumerojen tulostamisen kappaleisiin. Järjestelmä on myös integroitavissa teollisuusstantadardeihin (CRM,ERP,MES), sekä tietenkin myös kotikäyttöön.
Lisää valmistan sivuilta Form Cell
Käytössä: Formlabs Form 2
Lue kuinka käyttää Formlabs Form 2 SLA 3D-tulostinta hyväksi lääketieteessä valtimoita tulostamalla.
Formlabs haastatteli tohtori Kemmlingiä, joka kertoi haastattelussaan 3D-tulostamisen mahdollisuuksista. Lübeckin yliopistollisessa sairaalassa vähennetaan kirurgisten toimenpiteiden riskejä harjoittelemalla leikkauksia tulostettujen valtimoiden avulla. Magneettikuvauksella saatujen tarkkojen kopioiden avulla voidaan myös potilaalle kertoa toimenpiteestä ja auttaa heitä ymmärtämään tapausta.
Voit lukea koko haastattelun Formlabsin kotisivulta: https://formlabs.com/blog/reducing-risks-in-brain-operations-with-3D-printed-arteries/

Vertailu: SLA vs. DLP
Formlabs on julkaissut artikkelin missä verrataan kahta 3D-tulostustekniikkaa (SLA ja DLP) toisiinsa.
Formlabsin sivulta https://formlabs.com/blog/3d-printing-technology-comparison-sla-dlp löydät artikkelin vertailusta. Artikkelissa esitetään molempien tekniikoiden toimintaperiaatteet ja käytännön erot tulostusjäljessä.

Kauppaa pyörittää