")
")

Verkkokauppa Uutiset Viestit aiheesta: hartsi
Uutiset
Formlabs Form 4 on julkaistu - Uusi nopeus, tarkkuus ja luotettavuus

Olemme ylpeitä voidessamme kertoa Formlabsin julkaisseen juuri uuden sukupolven Form 4 -sarjan 3D-tulostimet. Form 4 ja 4B tarjoavat jopa neljä kertaa nopeamman tulostusnopeuden ja 30 % suuremman rakennustilavuuden kuin aikaisempi Form 3 -sarja. Tämä on uusi askel hartsien 3D-tulostuksessa.
Tulostimien nopeus on peräisin Formlabsin uudesta Low Force Display™ -tekniikasta, tehokkaasta yhdistelmästä korkeatehoisia LED-valoja, kollimaattorilinssejä, optisia suotimia ja kestävää nestekidenäyttöä. Yhdessä ne kovettavat jokaisen hartsikerroksen nopeasti – riippumatta kappaleen koosta tai niiden määrästä.
Miksi uusi Formlabs Form 4 / Form 4B?
-
Nopeus - tyypillisimmät tulostustyöt valmistuvat alle kahdessa tunnissa
-
Luotettavuus - Form 4 -sarjan tulostimilta voi odottaa korkeaa laatua jokaiselta tulosteelta.
-
Laatu ja mittatarkkuus - ruiskupuristuslaatuiset osat ja niiden yksityiskohdat toistuvat jopa 50 µm tarkkuudella.
-
Etävalvonta - laitteistoon sisäänrakennettu kamera ja ohjelmiston diagnostiikka mahdollistavat tuotannon tarkan valvonnan ja etäohjauksen.
-
Laaja materiaalivalikoima - Kaikki Form 3 -sarjan materiaalit ovat tulossa saataville kuuden uuden materiaalin ohella, lisäksi uuden Form 4 -sarjan hartsikasetit on suunniteltu uudelleen käyttäjien palautteiden johdosta.
Form 4/4B vie tuotantosi uudelle tasolle upealla nopeudellaan, koollaan ja laadullaan – kaikki edullisessa paketissa. Laitteistojen toimitukset alkavat toukokuussa ja ne toimitetaan tilausjärjestyksessä.
Tutustu tuotteeseen Formlabs Form 4 kaupassa.
Formlabs Form 4 -oheistuotteet
Uusi hartsisäiliö ja sekoitin
Päivitetyn suunnittelun ansiosta Form 4:n uusilla hartsisäiliöillä (Formlabs Form 4 Resin Tank) on nyt sama käyttöikä materiaalista riippumatta. Säiliöiden komponentit pystyvät nyt käsittelemään kaikentyyppisiä hartseja ja käyttöikä on nyt jopa 10 vuotta virheentunnistuksen ja hartsin automaattisen annostelun avulla.
Hartsisäiliön sekoitin (Form 4 Resin Mixer) on irrotettavissa ja niitä voidaan hankkia erikseen materiaalikohtaisesti.

Uusi tulostusalusta ja hartsikasetit
Uusien hartsikasettien parannuksia ovat nopeampi hartsin täyttö, vähemmän muovijätettä ja pienempi patruunan koko.
Joihinkin olemassa oleviin hartseihin on tehty pieniä muotoilumuutoksia optimaalisen tulostuslaadun saavuttamiseksi, mutta ne ovat säilyttäneet mekaaniset ja bioyhteensopivat ominaisuutensa.
Form 4:lle kehitetyt uudet V5-hartsit tarjoavat esteettisiä parannuksia täyteläisemmillä väreillä, suuremmalla iskunkestävyydellä ja sitkeydellä sekä ne on nopeampi viimeistellä. Ne mahdollistavat myös huomattavasti nopeammat tulostusnopeudet.
Form 4 tukee yli 23 alan johtavaa materiaalia, kun taas Form 4B tarjoaa yli 37 materiaalia, mukaan lukien bioyhteensopivia vaihtoehtoja. Lisäksi kuusi täysin uutta materiaalia tuodaan markkinoille halvemmalla uusien formulaatioiden ansiosta, jotka tarjoavat paremman arvon komponenttia kohden.

Form Wash V2
Uuden Form 4:n 19 % suuremman rakennusalan vuoksi tarvitaan toisen sukupolven Form Wash täyden kapasiteetin käsittelemiseen. Uudessa Form Washissa on myös parannettuja ominaisuuksia, kuten 3x enemmän sekoitusta ja pidempi liuottimen käyttöikä.
Voit käyttää ensimmäisen sukupolven Form Washia Form 4/4B -tulostimen kanssa pienempien osien puhdistamiseen, jotka voidaan irrottaa rakennuslevystä.
Formlabs pesureiden vertailu (PDF)

Formlabs Form 4:n nopeus testissä
Kysyttävää?
Jarkko Lohilahti
CEO, Founder - Maker3D
+358 400 565 641
jarkko.lohilahti@maker3d.fi
Materiaaliesittelyssä Formlabs ESD-tulostushartsi
On tullut aika esitellä myös toinen Formlabsin tuorein SLA-tulostusmateriaali, jolle huhujen mukaan on ollut kysyntää ja tarvetta jo pidempään. Eli kyseessä on nyt siis sähköisesti puolijohtava ESD-hartsi elektroniikkateollisuuden tarpeisiin.
ESD-tulostushartsi
Tämä uutuusmateriaali on nimeltään ESD, ja se “on mitä se sanoo” eli puolijohtavaksi lisäaineistettu SLA-tulostushartsi. Sähkönjohtavuus on saatu aikaan todennäköisimmin hiilinanoputkilla, sillä SDS-dokumentissa mainitaan “tämä tuote sisältää sitoutuneita nanopartikkeleita alle 0,1%.” Materiaalin väri on musta, kuten muillakin vastaavilla materiaaleilla. ESD-materiaali on muita Standard-perheen resiinejä hiukan hinnakkaampaa.
Mekaanisilta ominaisuuksiltaan ESD-hartsi on Standard-materiaaleihin verrattuna huippulujuudeltaan alhaisempi (44 vs. 65 MPa) ja kimmomoduliltaan hieman pehmeämpi (1,9 vs. 2,8 GPa). Lovettu IZOD-iskusitkeys on lähes sama ESD:llä ja Standard-perheellä, mutta lämpötaipuma-arvot ovat hieman alhaisemmat. ESD-materiaaleille tärkeä resistiivisyys on pinta-arvona 105-108 Ohm/sq ja tilavuusarvona 105-107 Ohm-cm. Kannattaa huomioida, että heikommasta lujuudesta johtuen tätä materiaalia ei voi tulostaa Form 2-tulostimella, sillä se ei kestä ko. tulostimen suurempia revintävoimia.
Kokemuksia ESD-tulosteista
Ennen tätä artikkelia meillä oli tehty jo joitain tulosteita ESD-hartsista, mallina käytettiin Formlabsin omaa demo-osaa (mittapään teline). Se pitäisi “speksien mukaan” tulostaa Form 3+ tulostimella, mutta me teimme omat kopiomme vanhemmalla Form 3-tulostimella jossa tosin oli asennettuna Form 3+:n firmware. Meillä oli myös Formlabsilta saatuja 3+:lla tehtyjä kopioita, joihin vertaillessa emme havainneet minkäänlaista eroa tulostuslaadussa. ESD-hartsin nanopartikkelit luovat kappaleeseen hieman samankaltaisen karheahkon pinnan mitä Rigid 10K-materiaalissa, vaikka tekstuuri ei sormiin yhtä karkealta tunnukaan. Materiaalin puolijohtavuusominaisuuksia emme pysty itse testaamaan, joten tässä asiassa meidän on vain pakko luottaa Formlabsin spesifikaatioihin. Mutta ESD-hartsi ei vaikuttaisi olevan sen vaikeampi tai helpompi tulostettava mitä muutkaan materiaalit. Tosin käsittääkseni ainoat “haastavat” Formlabsin SLA-materiaalit ovat Elastic 50A ja Flexible 80A niiden joustavuuden vuoksi.
Tein tapani mukaisesti testitulostukset suoraan alustalle ilman tukirakenteita. Formlabsin oman demomallin kanssa tämä ei tuottanut ongelmia, Eikä edes ohut PCB-jikilevy käyristynyt jälkikovetuksessa kuten Model V3 näyteliuskojen kanssa kävi. Tulostusjälki oli jälleen mainio (Kuvat 1 & 2).

Kuva 1. Tulostetut demomallit (mittapään teline)

Kuva 2. Mittapään teline lähikuvassa. Tulosteeseen on tarttunut kuivauksen aikana kuituja käsipyyhkeestä
Toinen tulostettu testimalli toistui hienosti, tosin suoraan alustalle tulostettaessa tartuntapinnan laatu jää aina heikoks,i koska siinä toistuvat kaikki alustan naarmut ja kolhut joita SLA-alustaan väistämättä tulee käytössä (Kuva 4). Eli hartsin säästö kostautuu tässä hieman heikompana tulostuslaatuna. Testasimme myös lopuksi hartsin värjäävyyden paperiin, kuivatuista ja jälkikovetetuista tulosteista ei irronnut mitään värjäymiä, kuten esimerkiksi useista FFF-teknikalla tulostetuista ESD-materiaaleista.
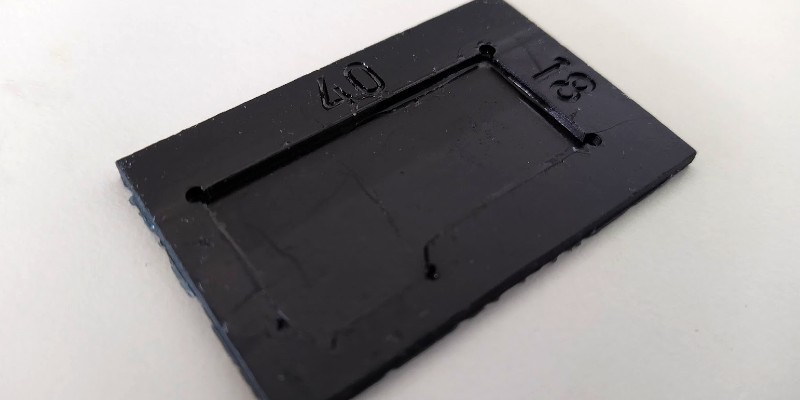
Kuva 3. PCB-mittajiki. Upotuksen teräviin reunoihin on jäänyt pesun yhteydessä hartsia.
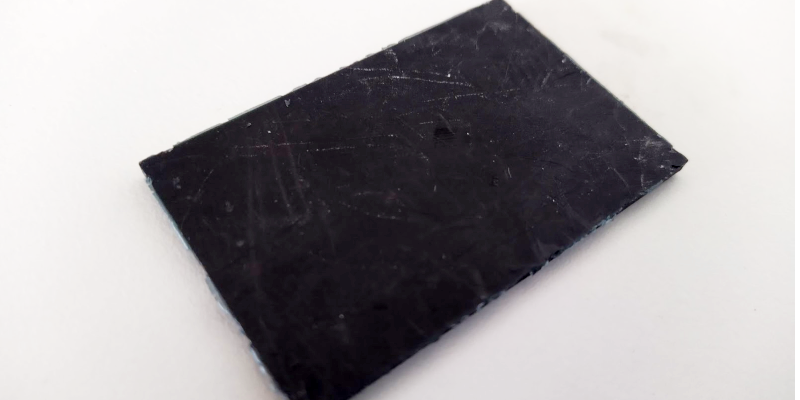
Kuva 4. Mittajigin tulostusalustaa vasten ollut pinta, jossa näkyvissä alustan vauriot ja pienehkö “elephant foot”
Eräs tärkeä havainto tuli sentään tehtyä tämän hartsin kanssa, jota sivusinkin jo aiemmin. Formlabs suosittelee vahvasti ESD-tulosteiden pesemistä omassa IPA-astiassaan erillään muista materiaaleista (pesuaika 20 min!), ja huomasimmekin nopeasti että tämä pitää paikkansa. Jo yhden alustallisen pesun jälkeen Form Washin IPA-kylvyn sekaan päätyi kosolti ESD-hartsin nanopartikkeleita, jotka tämän jälkeen tarttuivat kaikkiin muihinkin malleihin mitä siinä pestiin. Juuri tämän takia aiemmin julkaistun Model V3-artikkelin testitulosteet tulivat pesusta niiden kuvien mukaisessa kunnossa. Eli jos jokin materiaali oikeasti pitää pestä erillään, se on ESD. Muita vahvoja kandidaatteja ovat myös Rigid 4000 & Rigid 10K, joiden lasijauhe-täyte käyttäytyy pesussa samoin. Vielä yhtenä vinkkinä mainittakoon, ettei mitään SLA-tulosteita kannata kuivata nukkaantuvien liinojen kuten käsipyyhkeien päällä…Testeissämme ei jälkikovetetuista ja kuivista tulosteista irronnut värjäymiä paperiin, kuten esimerkiksi useasta FFF-tekniikan ESD-materiaalista.
Ja lopuksi vielä linkit TDS- ja SDS-dokumenttien kirjastoon, josta löytyy em. dokumentit kaikille materiaaleille:
https://formlabs.com/3d-printers/form-3/tech-specs/#data-sheets
Terveisin,

Aleksis Lehtonen
Support & Service- Maker3D
Formlabs Tough 1500 on luokiteltu turvalliseksi materiaaliksi pysyvään ihokontaktiin

Hyviä uutisia Formlabsilta! Tough 1500 Resin on hyväksytty turvalliseksi materiaaliksi käytettäväksi ihokontaktiin valmistettavia tuotteita. Se on läpäissyt ISO 10993-1 standardin sekä täyttää lisäksi seuraavilta ISO-standardeilta vaadittavat ominaisuudet:
- ISO 10993-5: Ei sytotoksinen (eli ei myrkyllinen soluille)
- ISO 10993-10: Ei ärsyttävä
- ISO 10993-10: Ei herkistävä
Tough 1500 on kimmoisa ja se kestää puristusta sekä venytystä useita kertoja ilman rikkoutumista. Materiaali palautuu lisäksi todella nopeasti kuormituksesta. Nämä ominaisuudet sekä käyttökelpoisuus pysyvän ihokontaktin materiaaliksi tekevät Tough 1500 Resinistä ihanteellisen raaka-aineen esimerkiksi vaatteisiin, henkilökohtaisiin suojavarusteisiin ja muihin kulutustavaroihin.
Tough 1500 resiini löytyy laitekaupastamme.
Mikäli haluat lisätietoja tästä tai muista Formlabsin tuotteista, ota yhteyttä Jussi Härköseen joko sähköpostitse jussi.harkonen@maker3d.fi tai puhelimitse +358102355140.
Parhain terveisin,

Suvi Lohilahti- Maker3D
Materiaaliesittelyssä Formlabs Rigid10K

On jälleen materiaaliesittelyn aika. Tämä onkin ensimmäinen kerta kun kirjoitan Formlabsin hartsimateriaaleista. Formlabsillahan on ollut jo useita vuosia tarjolla lasijauheella seostettu Rigid-materiaali, jonka erityispiirre on suuri kimmomoduli eli toisin sanottuna jäykkyys. Tämän materiaalin nimi vaihtui viime lokakuun lopulla Rigid4000:ksi, mutta itse materiaali pysyi samana. Samalla julkaistiin uusi Rigid10K materiaali.
Tuo vanhan Rigidin nimenvaihdos tehtiin, jotta se kuvastaisi paremmin eroa uuteen Rigid10K:hon. Luku nimien perässä kertoo siis kimmomodulin (Young´s modulus) megapascaleina. Ja niille, joille kimmomoduli on outo termi, selitettäköön että se määritetään materiaalin veto- tai puristuskokeen avulla jakamalla kuormitus materiaalin suhteellisella muodonmuutoksella. Kimmomoduli määritetään materiaalin kuormitus-muodonmuutoskäyrän lineaariselta eli elastiselta osuudelta. Käytännössä kyse on materiaalin kyvystä säilyttää muotonsa kuormituksen alaisena. Taivutusmoduli (Flexural modulus) asetetaan vastaavalla tavalla, mutta kolmipiste-taivutuskokeen avulla.

Rigid 10K vs. Rigid(4000)
Molemmat Rigid-perheen materiaalit ovat pohjahartsiltaan samoja kemikaaleja, mutta ero piilee fillerin eli lasijauheen määrässä. Tarkempi koostumus selviää materiaalien käyttöturvallisuustiedotteista (MSDS). Rigid10K:lle ilmoitetaan filleripitoisuudeksi 55-75 painoprosenttia. Rigid4000:llä se vaikuttaisi vaihtelevan 5-45 paino-% välillä. Eli on suhteellisen turvallista sanoa, että Rigid4000:n lasijauhepitoisuus on noin kolmannes.
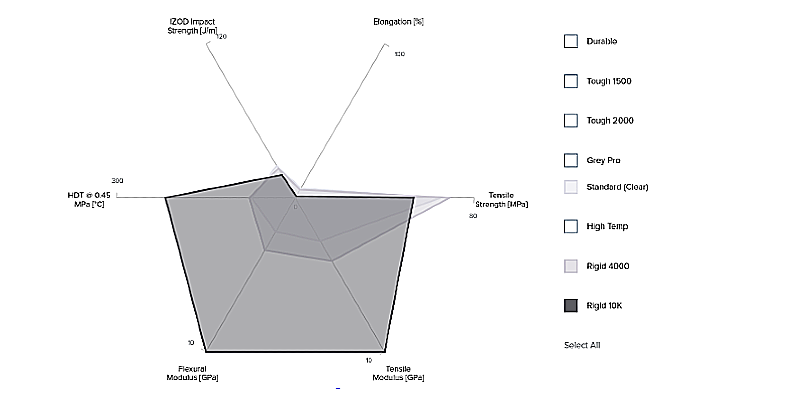
Tulosteiden teknisissä ominaisuuksissa suurin ero piilee nimen mukaisesti kimmomodulissa, joka on Rigid4000:lle 4 GPa ja 10K:lle 10 GPa (Kuva 1). Nämä arvot alkavat jo olla luonnonkivimateriaalien kanssa samalla viivalla, ja yhdessä matalan murtovenymän (elongation) kanssa kertovat, että materiaalien murtokäyttäytyminen on kivimateriaalien tapaan haurasta. Haurauteen viittaa myös suhteellisen alhainen iskusitkeys (IZOD), joka tosin on samalla tasolla Standard-materiaalien kanssa (kuva 2). Rigid- ja muidenkin teknisten hartsimateriaalien käyttäytymisestä vetokokeessa on Formlabsin materiaalisivustolla nähtävillä informatiiviset videot sekä osalle materiaaleista myös jännitys-muodonmuutoskäyrät.
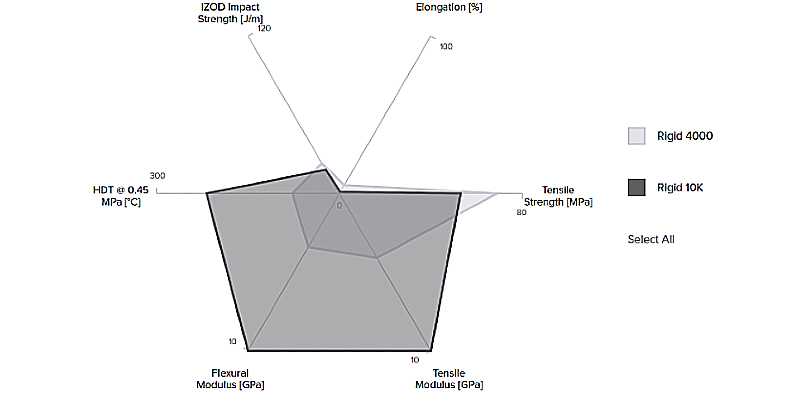
Kuva 1. Rigid 4000- ja Rigid10K materiaalien teknisten ominaisuuksien vertailua.
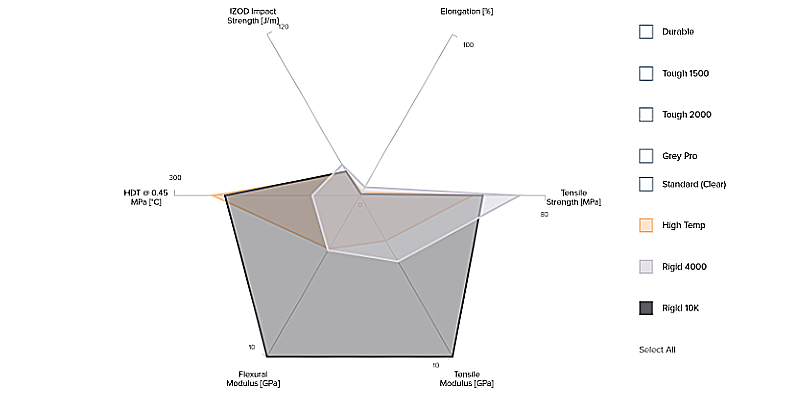
Mutta Rigid10K:lla on vielä eräs ässä hihassaan, sillä sen lämpötaipuma-arvo on lähes yhtä hyvä kuin “kuumankestomateriaali” High Temp:illa. Rigid10K:n huippulujuus on myös High Temp:ia parempi. Suuri jäykkyys ja hyvä lämmönkesto yhdessä tekevätkin tästä materiaalista erinomaisen soveltuvan muovien ruiskuvalussa käytettävien ns. insatsien, eli muottien sisäosien, valmistukseen. Muovien ruiskuvalusta uutisoimmekin jo aiemmin kahdessa eri artikkelissa: OSA1 ja OSA2.
Tulostuskokemuksia Rigid10K:sta
Olemme tulostaneet Rigid 10K:sta monia testimalleja sekä tulostuspalvelun asiakastöitä. Valmistuneista kappaleista voi sanoa, että tulostuslaatu on SLA/LFS tulostukselle tyypillisesti hyvä, FFF-tulosteiden tyypillisimmät ongelmat ja laatuvirheet kuten roikkuvien massojen romahtaminen (eli tukien tarve) tai warppaaminen eivät koske SLA-tulostusta. Useasti bottom-up tekniikalla tehtävät SLA-tulosteet kuitenkin tarvitsevat enemmän tukia mitä FFF-menetelmällä valmistettaessa, jo yksinään revintävoimien takia. Toki SLA/LFS-tulostamisessa on omat erilaiset ongelmansa, mutta niihin en tässä yhteydessä tarkemmin paneudu.
Rigid10K-tulosteiden väri on sisarmateriaaliaan opaakimpi valkoinen, ja tulosteissa on miellyttävä mattapinta. Pinnassa on pientä karheutta, joten kappaleista saa hyvän otteen. Materiaalista tehdyt tulosteet ovat selkeästi muita hartseja tiheämpiä eli painavampia.
Tulostuspalvelun puolelta sain kuulla kokemuksena, että ko. materiaalilla tukien irroittaminen jälkikäsittelyn yhteydessä on helppoa, ja jälkikäsittely vaikkapa hiomalla on muutoinkin miellyttävää. Materiaalilla on tähän mennessä tehty jo useita asiakastöitä hyvin tuloksin.
Ja lopuksi vielä linkit TDS- ja SDS-dokumentteihin:
https://formlabs.com/3d-printers/form-3/tech-specs/#data-sheets
Terveisin,

Aleksis Lehtonen
Support & Service- Maker3D
Form 2 versus Form 3 - mitä eroa?

Formlabs julkisti uusimman kohtuuhintaisen desktop-tulostimensa Form 3:n jo hieman yli 2 vuotta sitten. Miten Form 3 sitten eroaa edeltäjästään Form 2:sta? Tässä artikkelissa on tarkoitus valottaa näiden koneiden eroja. Puhuttaessa Form 3:sta voidaan todeta, että kyseessä ei siis todellakaan ole sama kone kuin Form 2. Koneiden tekniikkakaan ei ole edes sama näissä laitteissa. Formlabs kutsuu kolmosessa käytettyä tekniikkaa kokonaan uudella nimellä “Low Force Stereolithography (LFS)”, ja ihan hyvästä syystä. Katsotaanpa tarkemmin näitä syitä.
Form 2
Edeltäjämalli Form 2 julkaistiin vuonna 2014 ja se saavutti nopeasti suosiota mm. edullisella hankintahinnallaan. Tämän mallin (ja myös sen edeltäjän) keskeisin innovaatio oli bottom-up (tai “inverted”) valotustekniikan kehittäminen SLA-menetelmälle (kuva 1). Tämä tarkoittaa, että hartsimateriaalin kovettava valo heijastetaan nesteeseen alakautta optista käytävää pitkin hartsialtaan läpinäkyvän pohjan läpi. Tällä saadaan laitteen hankintahintaa ja käyttökustannuksia painettua huomattavasti alemmas perinteisempään top-down valotukseen nähden. Siinä valonlähde sijaitsee hartsialtaan yläpuolella ja kerros kerrokselta kovettuva malli laskeutuu hartsitankkiin. Näiden koneiden huono puoli taas on korkea hankintahinta ja käytön aloituksen kustannus. Lisäksi materiaalin vaihto on hieman hankala prosessi, koska top-down koneiden hartsiallas on kiinteä. Altaan tyhjennys ja puhdistus on tästä syystä ikävä operaatio.
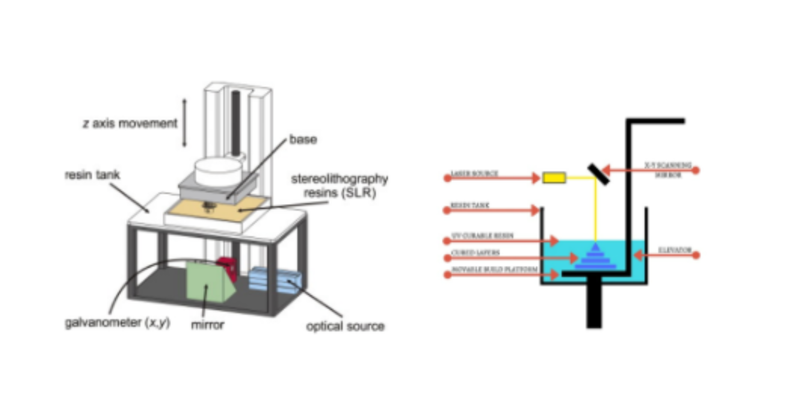
Kuva 1. Bottom-up (vasemmalla) ja top-down valotustekniikat SLA-tulostuksessa.
Mutta kuten aina tosielämässä, myös bottom-up tekniikassa on akilleenkantapäänsä. Näiden koneiden hartsiallas on osa optista käytävää ja siten kuluva osa. Sen sijaan hankalampi ongelma on revintä ja siitä aiheutuvat voimat. Joka kerta kun kerros hartsia kovetetaan tulostusalustaan tai siihen kasvatettuun malliin, hartsi kovettuu yhtäläisellä lujuudella myös altaan pohjaan. Jotta tulostusta voitaisiin jatkaa, malli on revittävä (peeling) voimaa käyttäen irti altaan pohjasta ennen seuraavan kerroksen rutistusta (squish) ja valotusta. Tämän vuoksi tulostuskammion ja tulostettavan mallin koolle on käytännön yläraja, jonka jälkeen revintävoimat kasvavat liian suuriksi. Form 2-tulostimen tuotekehittelyssä kului erittäin paljon aikaa tähän revinnän kalibrointiin juuri sopivaksi, mutta mallit tarvitsevat siitä huolimatta järeitä rakennustelineitä muistuttavia tukia.
Form 2:n seuraajan kehittelyssä päätavoitteeksi asetettiin revintävoimien pienentäminen. Tämän aikaansaamiseksi koneen valotustekniikka ja hartsiallas suunniteltiin kokonaan uusiksi. Muutokset olivat lopulta niin mittavia, että kuten aiemmin mainitsin, Formlabs päätyi nimeämään koko tulostustekniikan uudelleen LFS:ksi.
Form 3
Form 3:ssa käytettävän LFS-tekniikan keskeisenä uutuutena on uusi hartsiallas, jossa on joustava kaksinkertainen pohja. Tästä on hyötyä sekä rutistusprosessissa että revinnässä. Form 2:sta poiketen LFS-tulostimessa lopullinen “rutistus” tapahtuu juuri ennen valotusta tankin alla poikittaissuunnassa liukuvan rullaparin avulla (kuva 2.)

Kuva 2. Form 3 3D-tulostimen kerrospaksuuden säätöprosessi.
Vielä allastakin suurempi parannus on tapahtunut koneen optisessa koneistossa. Form 2 oli enemmän “solid-state” tyyppinen laite, sillä siinä ainoat liikkuvat osat olivat 2 galvanometripeiliä, jotka skannasivat lasersädettä X- ja Y-suunnissa (kuva 3.) Galvanometreiltä säde jatkoi matkaansa optisen käytävän pohjalla olevan kiinteän ns. kääntöpeilin kautta ylös ikkunan läpi altaan pohjaan. Tämä koneisto oli itsessään erittäin toimintavarma, mutta sen huonona puolena oli suurikokoinen ja likaantumiselle altis optinen käytävä, jota ei ollut mahdollista suojata täysin pölytiiviiksi.
Kuva 3. Form 2-tulostimen optinen koneisto.
Form 3-tulostimen optinen järjestelmä on täysin edeltäjästään poikkeava, optisessa mielessä se on huomattavasti yksinkertaisempi ja käyttää vain yhtä galvanometriä, joka skannaa sädettä Y-suunnassa (kuva 4). Järjestelmään on lisätty yksi kiinteä peili ja viimeinen peili on muodoltaan parabolinen. Tämä saa aikaan sen, että altaan pohjaan “ammuttava” säde on aina pystysuorassa. Tällöin Form 3:ssa tarkkuus on yhtä hyvä kaikkialla, siinä missä Form 2:n tarkkuus oli parhaimmillaan alustan keskellä, missä säde kallistui vähiten. Tällä ei ollut niin suurta merkitystä jos koneen tulostuskammion koko pysyi pienenä, mutta Form 3:n tekniikka mahdollisti myös kammion koon kasvattamisen tarkkuuden kärsimättä. Tämä ei olisi ollut mahdollista Form 2:n tekniikalla. Tämän lisäksi Form 3:n galvanometrin käyttötaajuutta on nostettu, ja sitä kautta toimintaa on saatu nopeammaksi.
Kuva 4. Form 3 optinen koneisto.
Toinen LFS-tekniikan etu on, että koko optinen järjestelmä on saatu pakattua suljettuun kasettiin, jota Formlabs kutsuu nimellä Light Processing Unit (LPU.) LPU-moduuli on pölytiivis ja käyttäjän itse vaihdettavissa mikäli se vikaantuu, toisin kuin Form 2:ssa, missä tulostin piti jälleenrakentaa tehtaalla koneiston rikkoutuessa. Myös muut Form 3:n keskeiset osat kuten LPU:n päällä oleva rullakansi ja useat sensorit on suunniteltu helposti vaihdettaviksi.
Omista kokemuksistani Form 3-tulostinten kanssa voin sanoa, että kokonaisuutena Form 3 vaatii huomattavasti vähemmän säännöllistä huoltoa kuin Form 2. Suurin parannus on tiivis optinen käytävä, jonka ansiosta Form 2-koneiden kanssa jo hyvin tutuksi tullut peilien puhdistaminen on jäänyt historiaan. Lähes kaikki Form 3-koneiden meille tulleet viat ovat paljastuneet hieman ikävällä tavalla jo käyttöönoton yhteydessä, eli ne ovat siis olleet valmistusvirheitä. Valmistajan tuotannon laadusta kuitenkin kertoo se, että näitä viallisia koneita on prosentuaalisesti äärimmäisen vähän.
Yleisesti ottaen voidaan todeta, että Form 3 on ollut toimintavarma 3D-tulostin ja asiakastyytyväisyys on ollut korkeaa. Tosin rehellisyyden nimissä on mainittava, että koneeseen on tullut yksi uusi kääntöpuoli LFS-tekniikan myötä. LFS-altaiden joustava pohja on myös Form 2:n kiinteää pohjaa hiukan heikompi ja siksi herkempi puhkeamaan, mikäli tulostus epäonnistuu tai siitä irtoaa teräviä palasia, jotka jäävät hartsin sekaan. Tämän takia suosittelenkin tarkastamaan altaan aina tulostuksen epäonnistuttua. On paljon epämiellyttävämpää siivota koneeseen valahtaneita hartseja kuin kaapia välillä altaan pohja puhtaaksi… Itse asiassa Form 3 osaa tässä hieman avustaa ja tehdä altaan pohjalle ns. cleaning meshin eli verkon mihin mahdolliset roskat tarttuvat. Tässä ei ole mitään puhkeamisvaaraa, sillä cleaning meshiä valotettaessa alusta ei laskeudu altaaseen.
Terveisin,

Aleksis Lehtonen
Support & Service- Maker3D
Formlabs materiaaliuutuudet

Formlabs on julkaissut kolme uutta materiaalia.
Rigid 10K Resin- Äärimmäinen materiaali äärimmäisiin käyttökohteisiin

Formlabs Rigid 10K on lasiseosmateriaali, jonka käyttökohteet ovat staattisen kuorman alaiset kohteet. Materiaali on suunniteltu kestämään kaikkein vaativimmissa olosuhteissa.
Tuotteen nimike Rigid 10K tulee materiaalin kimmokertoimesta, joka tällä materiaalilla on 10 GPa. Tällä arvolla materiaali on kovimpia 3D-tulostusmateriaaleja.
Esimerkkeinä käyttökohteista ovat lyhytikäiset ruiskupuristemuotit, lämmön- ja kemikaalinkestoa vaativat kohteet ja kovuutta ja jäykkyyttä vaativat kohteet.
Formlabs Draft V2 - Moninkertaista nopeutta standardiresiineihin verrattuna

Draft V2 resiini on jopa neljä kertaa kertaa standardiresiinejä nopeammin tulostuva resiini. Tämä resiini on erityisesti suunnattu tuotesuunnittelijoille ja insinööreille, joille nopea kappaleen valmistuminen on tärkeämpää kuin sen mekaaniset ominaisuudet.
Verrattuna aiempaan V1 resiiniin voidaan uutta V2 resiiniä tulostaa myös 100 ja 200 mikronin kerrospaksuudella. Tarvittaessa materiaalilla voi siis saada myös yksityiskohtaisempia tulosteita nopeasti. Lisäksi uusi Draft V2 on yhteensopiva myös hammaslääketieteen käyttöön esimerkiksi hammasoikomismallien luomiseen.Yhden hammasmallin pystyy tulostamaan materiaalista noin 16 minuutin (+5min jälkikovetus) aikana. Resiiniä ei välttämättä tarvitse kovettaa UV-valossa tulostamisen jälkeen, mutta se on suositeltavaa.
Formlabs Permanent Crown Resin- Mullistava materiaali hammaslääketieteen käyttöön

Viimeinen materiaaliuutuus on ehkä kaikkein käänteentekevin. Se on ensimmäinen materiaali, joka on suunniteltu pysyvien hammaskruunujen tulostamiseen. Permanent Crown Resinillä pystytään tulostamaan vahvoja, pitkäikäisiä ja yksityiskohtaisia tulosteita. Sitä on saatavilla neljässä eri hampaan sävyssä. Materiaalin käyttö mahdollistaa nopean yhteistyöprosessin hammaslääkärin, teknikon ja potilaan välillä.
Formlabsin uudet tuotteet - BioMed, LT Clear v2, Temporary CB, Custom Tray ja Flexible 80A

Formlabs julkaisi ison joukon uusia tulostusmateriaaleja
Näistä suurin osa keskittyy lääketieteen sovelluksiin. Lisäksi Formlabs Temporary CB -materiaalin kanssa julkaistiin ruostumattomasta teräksestä valmistettu tulostusalusta. Tulostusmateriaalien tekniset tiedot ja tulostusohjeet löydät verkkokauppamme materiaalin tuotesivulta.
Suurin osa materiaaleista ei ole tulostettavissa normaalilla Formlabs Form 3:lla vaan vaatii 3B mallin. Varmista yhteensopivuus tulostimesi kanssa!
Lisää tietoa materiaaleista löydät myös Formlabsin omilta sivuilta: https://formlabs.com/eu/blog/new-materials-engineering-healthcare-dental/
Formlabs BioMed
Formlabs BioMed on biolääketieteen käyttöön kehitetty materiaali ja sillä on ISO 13485 hyväksyntä. Materiaali on ominaisuuksiltaan kova ja luja. Lisäksi biohyväksyntä mahdollistaa pitkän aikavälin iho- ja limakalvokontaktin.
Materiaali on saatavissa kahdessa eri sävyssä:
Kirkas - on steriloitavissa tavanomaisin menetelmin
Pihka - luja ja soveltuu toiminnallisempiin komponentteihin
http://www.3d-tulostus.fi/Formlabs-Biomed-tulostusmateriaalit
Formlabs Dental LT Clear V2
Luokan IIa bioyhteensopiva hartsi Form2 ja 3B tulostimille. Materiaalilla on korkea kulutus-, sekä murtumiskestävyys. Tulostetun lopputuotteen kirkas väri tekee lopputuotteista miellyttävän siistin näköisiä.
Uusi v2 versio materiaalista on entistä kestävempää ja vähemmän altis värimuutoksille ajan saatossa.
http://www.3d-tulostus.fi/Dental-LT-Clear-v2
Formlabs Temporary CB
Temporary CB on hampaiden väriä vastaava tulostusmateriaali. Tulostusmateriaalin käyttökohteet ovat tilapäiset kruunujen ja siltojen huollot.
Tulostusmateriaali on saatavilla neljällä eri VITA-sävyarvolla (A2/A3/B1/C2).
Tulosteet kiinnitetään tavanomaisella sementillä paikoilleen ja niitä voidaan säilyttää suussa maksimissaan 12 kuukautta.
Huom! - Materiaali vaatii ruostumattomasta teräksestä valmistetun tulostusalustan!
http://www.3d-tulostus.fi/Formlabs-Temporary-CB
Formlabs Custom Tray
Custom Tray on nopeasti tulostuva materiaali hammaslääketieteen käytöön ja sillä on ISO 13485 hyväksyntä. Materiaali on tarkoitettu mukailtujen jäljennyslusikoiden valmistamiseen.
Tämä hartsi pystytään tulostamaan 200 mikronin kerrospaksuudella, jonka vuoksi sen kanssa työskentely on nopeaa ja tehokasta.
http://www.3d-tulostus.fi/Formlabs-Custom-Tray
Formlabs Flexible 80A
Tämä teknisiin toteutuksiin kehitetty Shore 80A tulostusmateriaali on hyvä jos haet TPU:n kaltaista elastomeeriä.
Formlabs Flexible 80A on jatkokehitetty vanhasta Formlabs Flexible V2 materiaalista ja se kestää paremmin taivutusta ja mekaanista rasitusta.
Mikäli haluat joustavempaa materiaalia niin vaihtoehtona sinulla on Formlabs Elastic 50A. Tulostamalla elastomeerejä voit välttyä valettavien silikoni-, uretaani- ja kumiosien valmistukselta tai hankinnalta.
Formlabs Draft - Nopeutta prototyyppituotantoon

Formlabs on lisänny materiaaliperheeseen Draft-hartsin, joka nopeuttaa alkuvaiheen prototypointia huomattavasti.
Draft-hartsia voidaan tulostaa 300 mikronin kerrospaksuudella, joka nopeuttaa tulostusprosessia jopa nelinkertaisesti verrattuna Standard-hartseihin. Tämän kerrospaksuuden tarkkuus riittää hyvin alkuvaiheen prototyyppeihin, jossa haetaan karkeaa muotoilua tai testataan sovituksia. X- ja Y- akselin tarkkuus on sama mitä Standard-hartseissa, joten tämä materiaali soveltuu tosi hyvin kappaleisiin mitkä pitää tulostaa alustaa vasten.
Voit lukea lisää Draft-hartsista Formlabsin sivuilta: https://formlabs.com/blog/draft-resin-truly-rapid-prototyping-with-3d-printing/
Lisäksi Formlabs on esitellyt muutaman asiakastapauksen missä Draft-hartsin käytölle on nähty suuri etu.
TACK Architects
Heidän arkkitehtinsä ovat käyttäneet Formlabsin tulostimia jo pitkään ja yleensä tuottaneet 10h kestävät tulosteet yön aikana. Draft-hartsin käyttö mullisti toimintamallit, koska sama malli voidaan tulostaa jo kahden tunnin sisällä. Tämä tarkoittaa että yhden työpäivän aikana on mahdollista toteuttaa useampi iteraatio suunnittelusta.
Lance Winkel
Lance Winkel, joka on palkittu animaatioelokuvien tekijä käyttää 3D-tulostamista opettamiseen ja opettamisen ulkopuolella. Lance opettaa 3D-animointia ja käyttää 3D-tulostusta avustamaan opetusta. Oppilaitoksissa ja tunneilla ei ole mahdollista hukata aikaa tulosteiden valmistumista odotellen, joten Draft-hartsin käyttö on ollut todella hyödyllistä. Oppilaat voivat aloittaa tulostuksen aamulla ja ruokataukoon mennessä heillä on tulostetut kappaleet jo käsittelyssä. Lance itse aikoo käyttää Draft-hartsia isojen projektien tukirakenteisiin ja arvioi sen säästävän huomattavasti aikaa toteutuksessa.
Albatross Bikes
Polkupyörävalmistaja Albatross Bikes käyttää Draft-hartsia polkupyörien komponenttien prototyyppeihin. Heillä on mahdollista hakea täydelliset sovitukset muhveihin ja muihin osiin. Aiemmin osien tulostus vei aikaa yli kymmenen tuntia, joten osat saatiin käsittelyyn vasta seuraavaksi työpäiväksi. Uuden hartsin avulla vastaavat tulosteet valmistuvat tunneissa ja saman päivän aikana voidaan tuottaa mahdollisesti useampia sovitekappaversioita. Toimivan version valmistuttua voidaan tulostimeen vaihtaa esimerkiksi Tough-hartsi ja sillä valmistaa lopullinen kappale ilman ylimääräistä säätämistä.
Formlabsin oma tuotanto
Formlabs halusi toteuttaa AMUG (Additive Manufacturing Users Groups) -konferenssiin jaettavia kyniä lahjoiksi. Heillä oli kiire saada kynien lopullinen muotoilu valmiiksi ennen varsinaisten kappaleiden tulostamista. Draft-hartsin avulla yksi kynä pystyttiin tulostamaan 50 minuutissa verrattuna 6 tunnin tulosteeseen Standard Black -hartsilla. Kynään saatiin nopeasti luotua halutut muutokset ja lopulliset kynät tulostettiin Gray Pro -hartsilla.
Voit käydä lukemassa asiakastarinat kokonaisuudessaan Formlabsin sivulta: https://formlabs.com/blog/rapid-prototyping-faster-draft-resin
Formlabs Color Kit

Color KIt on Formlabsin uusi ratkaisu luoda 3D-tulostettuja osia 16 eri värissä suoraan Form 2-tulostimella.
Se julkaistaan osana Formlabsin kokeellista Form X sovellusalustaa innovatiivisten materiaalien tuottamiseksi heille, jotka haluavat tutkia mitä kaikkea 3D-tulostuksella on mahdollista tehdä.
Mitä se pitää sisällään?
Color Kit sisältää alla luetellut komponentit ja antaa mahdollisuuden sekoittaa myös omanvärisen resiinin. Color Kit + Labor = Color Resin.
1. Pohjaväri on 800 ml mustekasetissa valkopohjaisena. Kasetissa on alle litra resiiniä sekoitus- ja ravistusvaihetta selkeyttämässä.
2. Väripigmentit ovat 115 ml pulloissa ja niitä on saatavilla CMYKW -väreissä (Syaani, Magenta, Keltainen, Musta ja Valkoinen).
3. Injektioruisku, helppoon sekä eksaktiin väripigmenttien ja pohjavärin sekoitukseen.
4. Reseptikirja sisältää erilaisten värien sekoittamisohjeet tutkituille ja testatuille Formlabsin värikirjaston väreille.
Lisää valmistajan sivuilta Formlabs Color Kit
Kauppaa pyörittää