")
")

Verkkokauppa Uutiset Viestit aiheesta: lisäävä valmistus
Uutiset
Ultimaker Cura 4.3 ladattavissa
Ultimaker Curasta on julkaistu uusi versio jossa on useita uudistuksia.
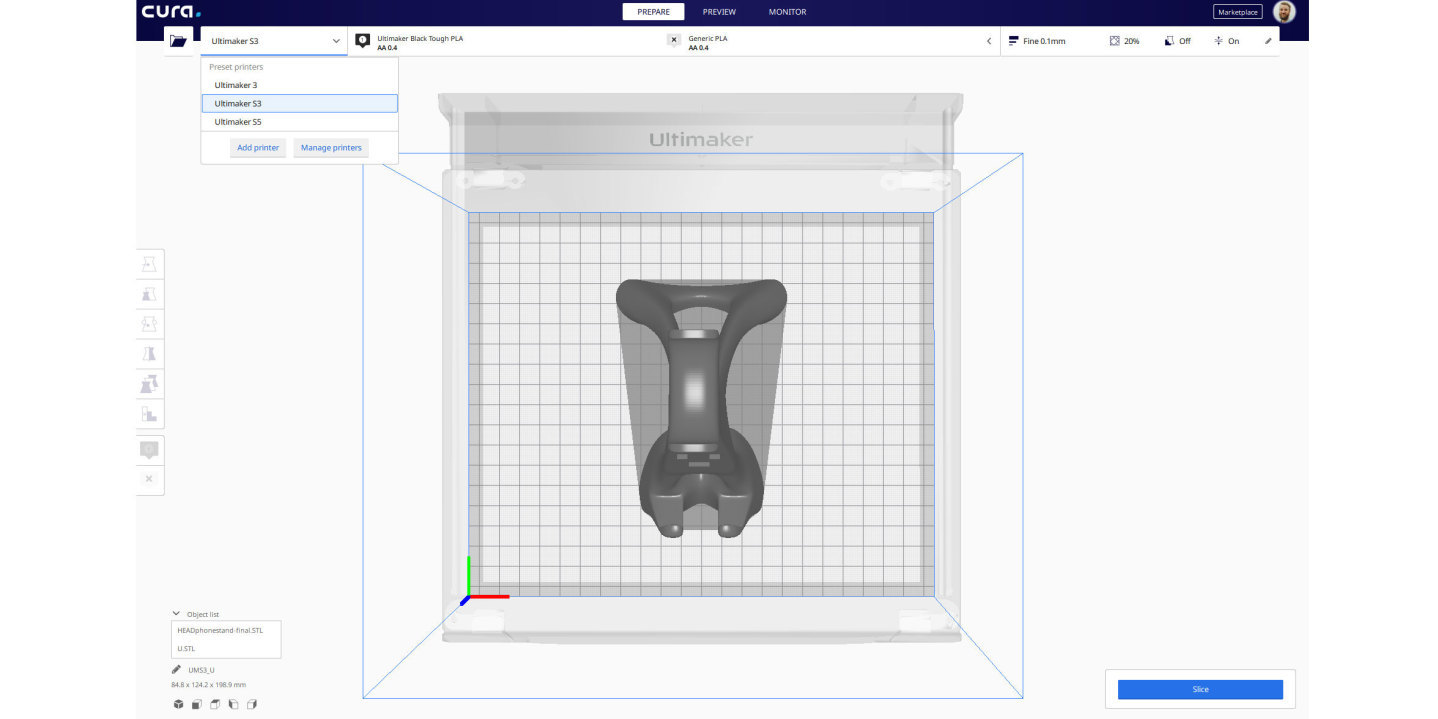
Ultimaker S3 - Päivityksessä on tuki Ultimakerin uudelle S sarjan 3D-tulostimelle Ultimaker S3lle. Lue lisää uudesta tulostimesta
Ultimaker S5 Pro Bundle - Tuki uusille Ultimaker S5 3D-tulostimen lisälaitteille Material Stationille ja Air managerille. Lisälaitteiden integraatio löytyy myös Ultimaker Cloudista ja Connectista. Lue lisää S5 Pro Bundlesta
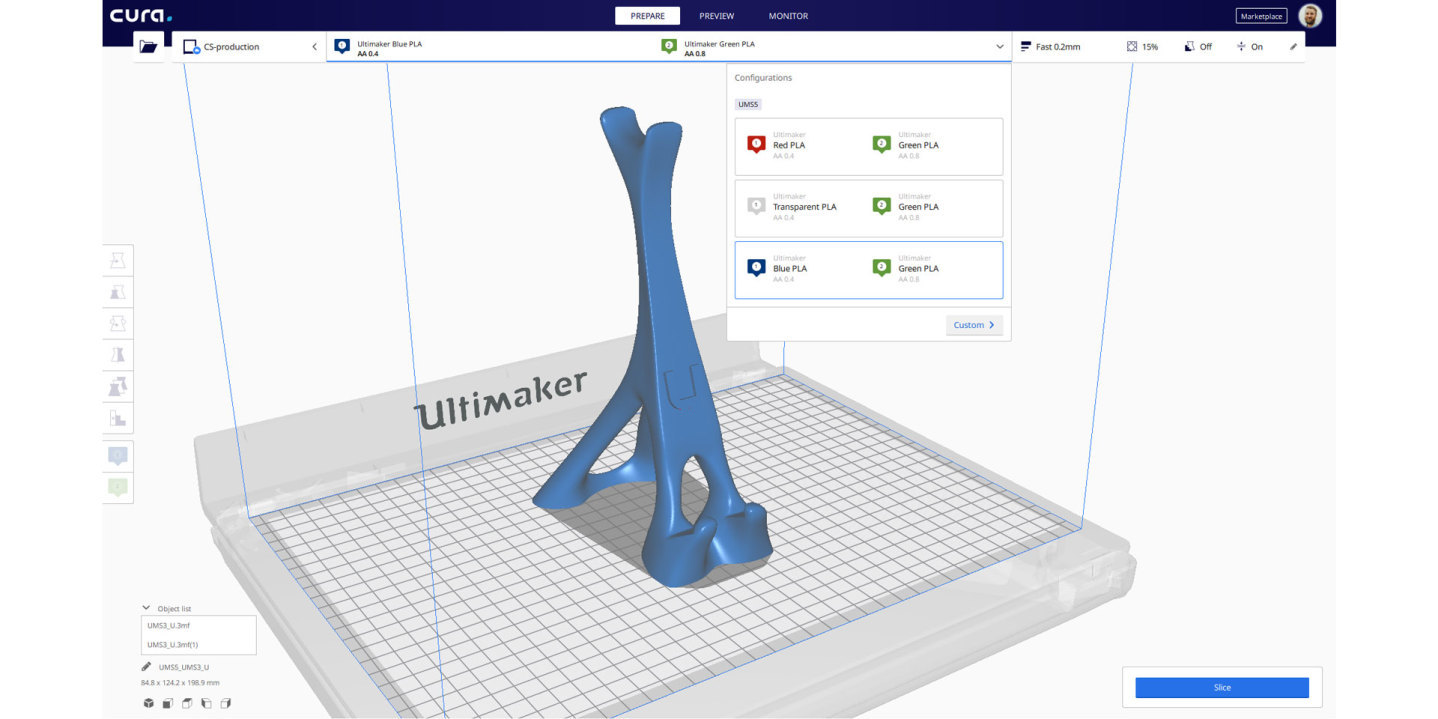
S5 material stationin materiaalikombinaatiot Curassa
Tuki uusille 3D tiedostoformaateille - Ultimaker Cura 4.3 tuo tuen useille 3D formaateille jotka helpottavat työkulkuasi 3D-mallinnus ja skannaus ohjelmien kanssa. Tuki mm. Collada, GLTF, OpenCTM ja PLY formaateille. Curan Marketplacen kautta voi asentaa lisäosia joilla saadaan tuki monille muillekin formaateille.
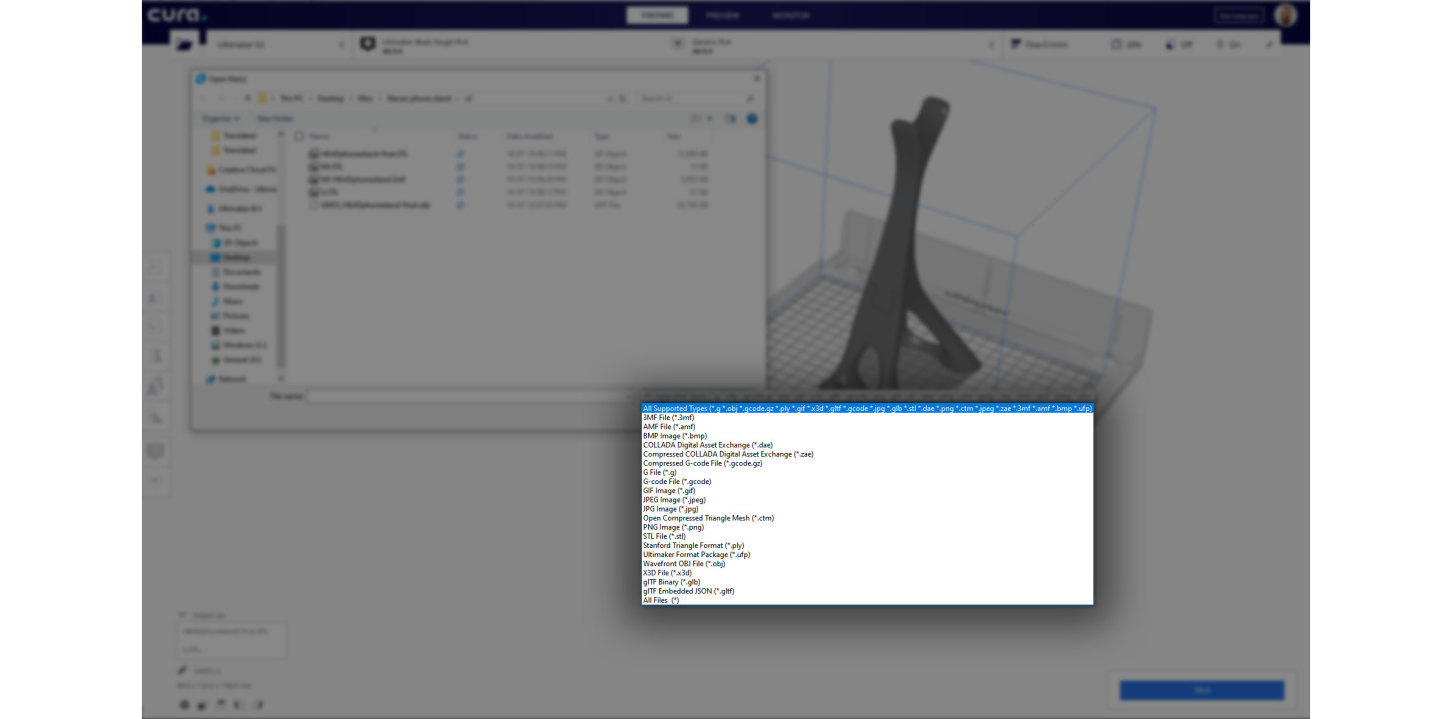
Tuki uusille tiedostoformaateille, mukaanlukien Collada
Aseta valittu pinta tulostusalustaa vasten - Monimutkaisien kappaleiden asettaminen oikein on voinut olla hankalaa pyöritys ja Lay flat työkalujen kanssa. Uuden työkalun avulla voit helposti valita pinnan jonka haluat alustaa vasten.
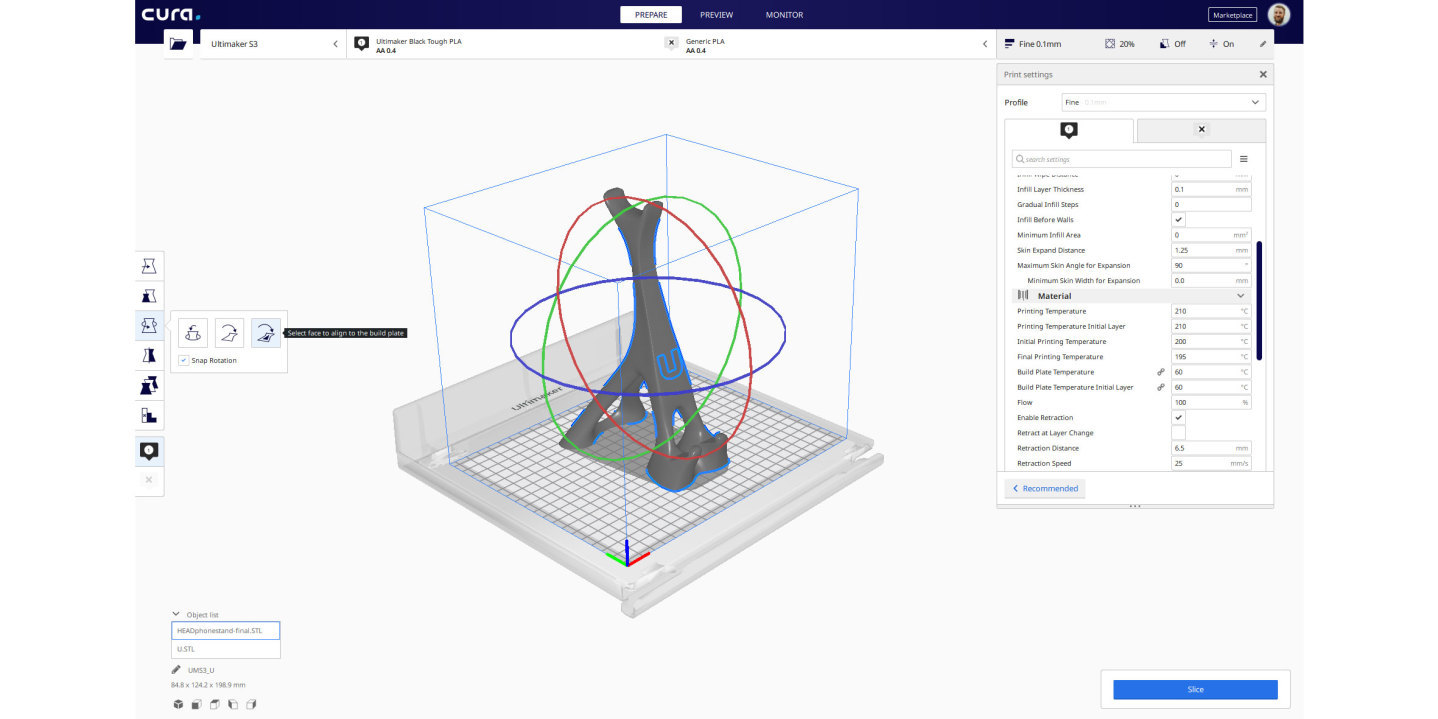
Kappaleen orientaatio on helpompaa kuin aiemmin
Tukien täytön ja kosketuskohdan viivojen suunta - Valitse tukien täytön ja kosketuspintojen viivojen suunta.
Satunnainen täytön aloituskohta - Aloittamalla jokaisen kerroksen täytön eri kohdasta vältetään sitä että rakenteisiin syntyisi heikko kohta täytön aloituspisteeseen. Tämä hidastaa hieman tulostusaikaa koska joka kohdassa ei käytetä samaa ajallisesti optimaalisinta aloituskohtaa.
Tulosta pienet muodot hitaammin - Cura tunnistaa nyt pienet muodot ja osaa säätää niille pienemmän tulostusnopeuden, jotta ne tulostuvat paremmin.
Helppo z-sauman asemointi - Z-saumat on nyt helppo asettaa eri kohtiin kappaletta. Custom moodissa on lisätty kohta josta voi valita z-sauman kohdalle esiasetuksia.
Bugikorjauksia - Tässä versiossa on myös useita bugikorjauksia, kuten ikonin jääminen näkyviin ohjelman sulkemisen jälkeen, 'arrange all models' jne
Lataa uusin versio Ultimaker Cura viipalointiohjelmasta: https://ultimaker.com/software/ultimaker-cura
Lue alkuperäinen artikkeli: https://ultimaker.com/learn/ultimaker-cura-4-3-available-now
MESSUKUTSU – ALIHANKINTA 2019

Nyt on taas se hetki vuodesta kun on aika tavata Tampereella järjestettävillä Alihankintamessuilla. Löydät 24-26.9 meidät jälleen tutulta C7 riviltä, mutta tällä kertaa muutaman pykälän edestäpäin osastolta C719. Samalla osastolla myös Hetitec Oy.
Toimintamme uudistuu ja kehittyy vauhdilla. Pitkään jatkunut fuusiotyö saadaan vihdoinkin päätökseen kuluvan kuukauden aikana. Tänä vuonna olemme julkaisseet poikkeuksellisen paljon uutuuksia ja sama vauhti jatkuu syksyn laitetarjonnassa. Olemme positiivisen ongelman edessä, kun mietimme osastomme ilmettä. Miten ihmeessä saamme kaiken kiinnostavan mahtumaan paikoilleen?
OSASTON C719 TÄRPIT
Uudistettu Ultimaker
Näe ensimmäisenä maailmassa. Julkistamme yhdessä Ultimakerin kanssa uusia tuotteita. Tämä on virallinen julkistus, joka tapahtuu Ultimakerin toimesta samanaikaisesti TCT:ssä Birminghamissa. Näitä uutuuksia ei kannata jättää näkemättä.
Lahden 3D-tuotannon kuulumiset
Fuusio on vihdoin loppusuoralla. Lokakuussa Grano 3D on virallisesti sulautettu Maker3D:n liiketoimintaan. Resurssien lisäännyttyä voimme tarjota jatkossa entistä laajemmalla skaalalla palveluita. Lahden tuotepäällikkö Tony tavattavissa osastoltamme. Tule keskustelemaan 3D-tuotantomme mahdollisuuksista.
Formlabs Form 3 ja Form 3L
Osastollamme on esillä maailman suosituimpiin brändeihin lukeutuvan Formlabsin uusin malli – FORM 3. Formlabs Roadshow saapui Hernesaareen kesäkuun lopussa. Form 3 oli esillä ensimmäistä kertaa ja monipuoliset esitykset SLA -tulostuksen ympärillä saivat paljon kiitosta. UUTISLINKIN takaa löytyy myös itse esitykset uteliaalle.
Sinterit
Vihdoinkin edullista SLS-laitteistoa tarjolla. Muutimme markkinoita Suomessa tarjoamalla laadukkaat pursotinlaitteistot kaikkien saataville. Tulemme tekemään saman myös lasersintrauslaitteistojen kanssa.
Sinteritillä on poikkeuksellisen laaja materiaalivalikoima laadukkaalla lopputuloksella. Tule osastolle näkemään ja kuulemaan lisää. Tarkista mitä löytyy SINTERIT LISA PRO -mallin kannen alta.
Nähdään messuilla!
Ystävällisin terveisin,
Jarkko Lohilahti
CEO, Founder – Maker3D
+358400565641
jarkko.lohilahti@maker3d.fi
Magigoo kampanja - kappaleet kiinni alustassa

Magigoo pitää kappaleen tiukasti lämmitetyssä tulostusalustassa tulostuksen ajan, mutta tulostusalustan jäähtyessä kappale irtoaa helposti. Magigoo on erityisesti suunniteltu käytettäväksi lasisen tulostusalustan kanssa, mutta sopii myös kylmälle alustalle tai teipin päälle. Liima on käytettävissä myös alumiinista tai PEI:stä valmistetuilla alustoilla.
Magigoo originalin lisäksi saatavilla myös erikoismateriaaleille suunnitellut liimat:
Magigoo original: PLA, ABS, PETG, ASA, CPE, TPU, HIPS yms.
Magigoo PC: Polykarbonaatille
Magigoo PA: Eri polyamidit(nailonit), myös rikastetut
Magigoo PP: Polypropeeni ja muut polyolefiinipohjaiset
Magigoo PPGF: Lasikuituvahvisteiselle polypropeenille
Klikkaa tästä Magigoo Pro pakettiin
Mitä on lämpölaajentuman aiheuttama warppaus ja mistä se johtuu?
Muoveja sulattaessa ne laajenevat hieman ja jäähtyessä taas kutistuvat. Toisissa materiaaleissa lämpölaajentuma on huomattavan suurta, kun toisissa materiaaleissa se on niin pientä ettei se aiheuta helposti ongelmia.

Warppaus, eli kappaleen vääntyminen, aiheutuu kun kappaleen eri kerrokset kutistuvat jäähtyessään. Kappaleen kutistuma aiheuttaa vetovoiman, joka nostaa erityisesti kulmikkaissa tulosteissa nurkkia ylöspäin”. Ongelmallisia ovat esimerkiksi kulmikkaan kotelotulosteet, joissa reunojen alueella on eniten materiaalia. Joillain materiaaleilla huonoissa tulostusolosuhteissa kutistuma voi aiheuttaa jopa kerrosten rakoilua keskeltä tulostetta.
Miten ehkäistä warppaamista?
Warppausta ehkäistään välttämällä suuria lämpötilaeroja kappaleen eri kohdissa tulostuksen aikana sekä tehokkaalla ja oikean tyyppisellä tulostusalustan liimalla.
Kotelointi tulostimessa auttaa pitämään lämpötiloja tasaisena tulostusalueella, sekä estää viileitä ilmavirtauksia vaikuttamasta kappaleeseen tulostuksen aikana. Kotelointi tai lämmitetty tulostusala ovat lähes välttämättömiä esimerkiksi ABS-materiaalin kanssa.
Ensimmäisen kerroksen korkeus, tulostusnopeus ja materiaalin virtausmäärä vaikuttavat siihen, miten hyvin kappale pysyy alustassa. Myös paksu kuori sekä korkea täytön määrä altistaa kappaletta warppaukselle.
Usein ajatellaan, että alustan lämpötilaa nostamalla saadaan ehkäistyä warppaamista. Liian korkea alustan lämpötila voi tosin pehmittää kappaleen ensimmäistä kerrosta ja voi siten pahentaa warppaamista. Myös jotkin liimat pitävät huonommin liian korkeassa lämmössä.
Tässä linkki testikappaleeseen alustan lämpötilan optimoimista varten.
Muita vinkkejä:
-
Brim käyttäminen auttaa pitämään kappaleen alustassa kiinni.
-
Magigoo -liimaa voi levittää hankalien mallien ja materiaalien kanssa 2-3 kerrosta.
-
Terävät kulmat aiheuttaa warppausta herkemmin kuin pyöreät.
-
Isoimman pinnan asettaminen tulostusalustaa vasten vähentää warppausta.
-
Esimerkiksi lasikuituvahvisteinen polypropeeni ja jotkut elastomeerit pysyvät parhaiten kiinni kun alusta on lämmin vain ensimmäisen kerroksen aikana ja jälkimmäisissä kerroksissa tuuletin on päällä.
-
Pyri vähentämään tulosteisiin kohdistuvia lämpötilanvaihteluita.
Uusi Cura 4.2 nyt ladattavissa

Tässä päivityksessä on keskitytty käyttöliittymän parannuksiin joilla saadaan yksinkertaistettua tulostuksen työnkulkua.
Paras ohjelmistotyökalu -palkinnon voittaja
Ultimaker Cura nimettiin vuoden parhaaksi ohjelmistotyökaluksi 3D Printing Industry 2019 palkintogaalassa https://3dprintingindustry.com/news/2019-3d-printing-industry-awards-winners-announced-156727/
Paras käyttökokemus tähän päivään mennessä
Ortographic view. Uusi ortografinen näkymä helpottaa mittojen hahmottamista. Löydät uuden näkymän View > Camera view > Ortographic
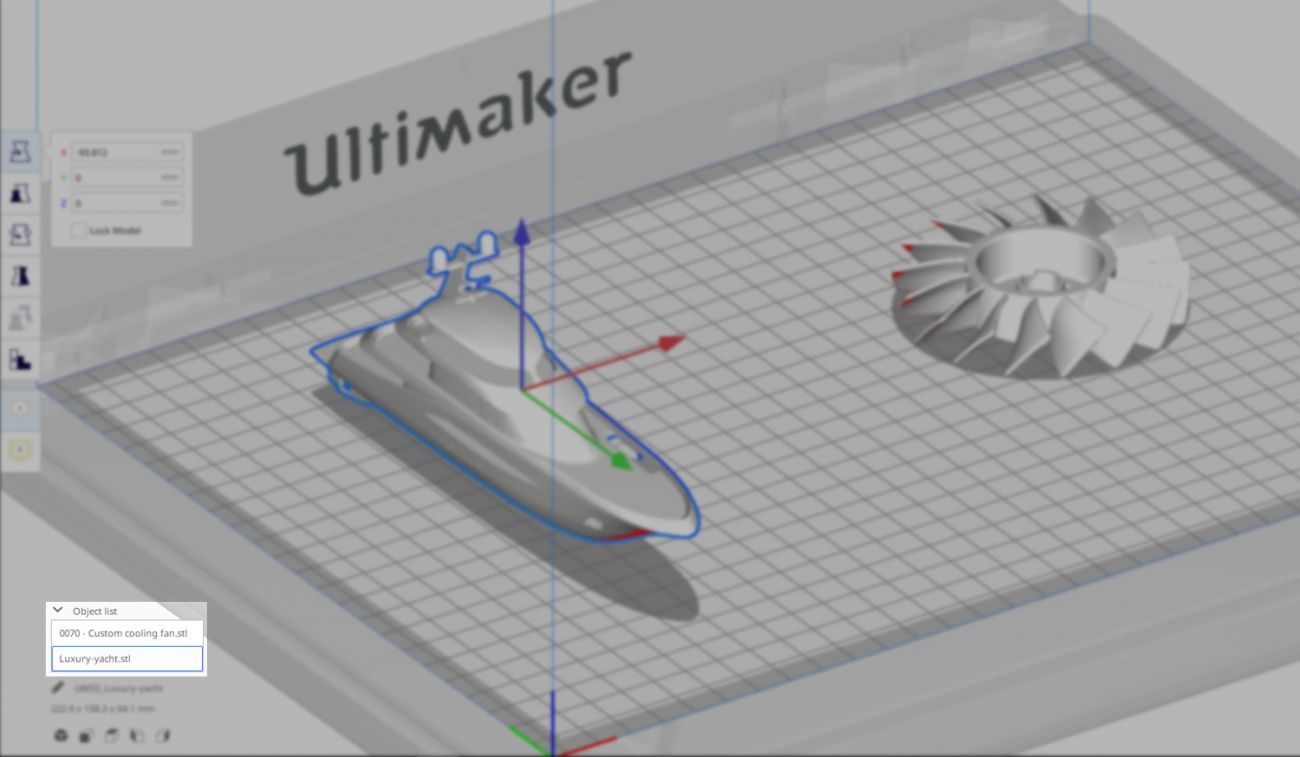
Objektilista. Uusi ponnahdusikkuna helpottaa erottamaan eri objektit toisistaan. Klikkaa objektia ja näet sen tiedostonimen tai klikkaa tiedostonimiä valitaksesi objekteja.
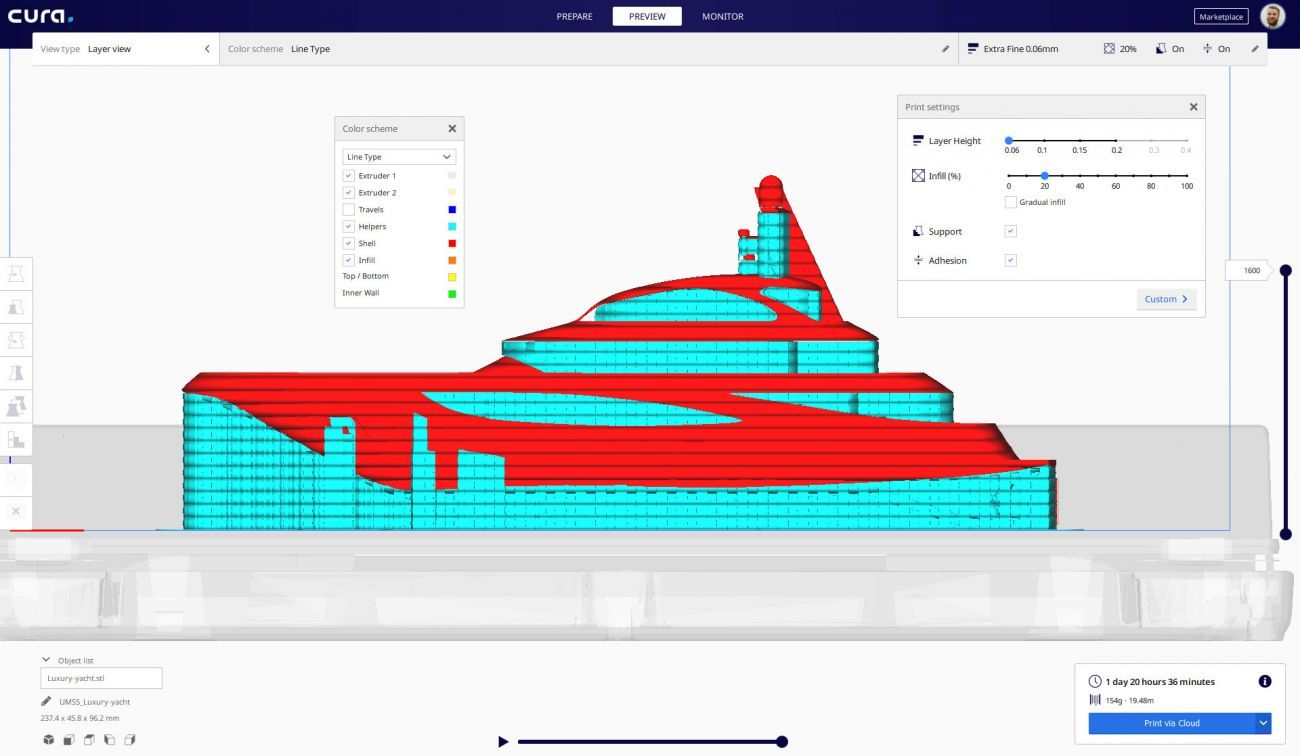
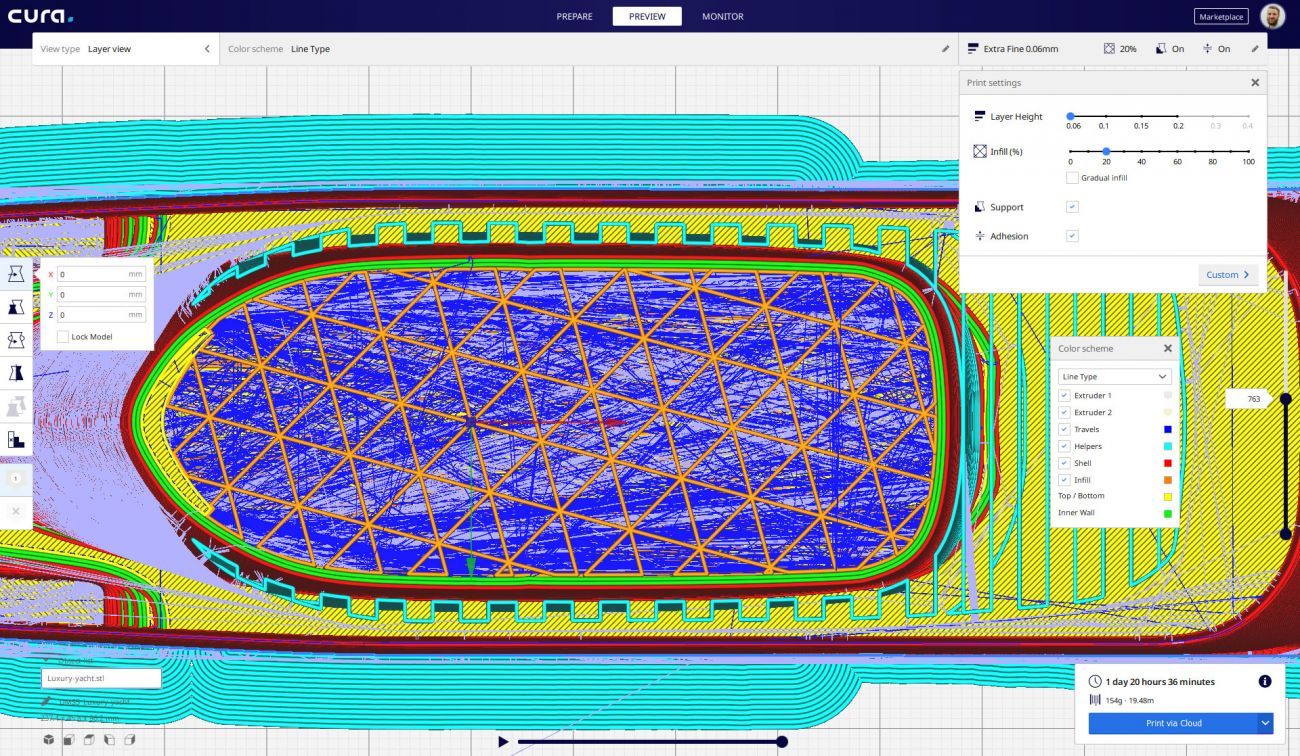
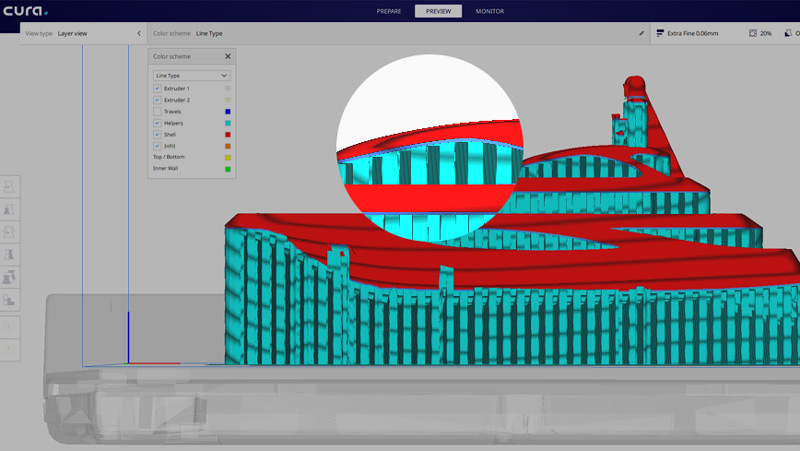
Layer view line type. Tulosteen eri rakenteiden värejä on vaihdettu layer view näkymässä. Kappaleen täyttö on nyt oranssi ja tukien liittymiskohta hyvin erottuvalla sinisellä.
Slice painikkeen parannus. Slice-painikkeeseen tulee lukemaan “processing” sen painamisen jälkeen.
Suorituskykyinen viipalointiohjelma
Nozzle switch prime distance. Jotkin materiaalit vuotavat suuttimesta ulos toisia enemmän vaikka pursotus olisi lopetettu. vgribinchuk https://github.com/vgribinchuk on tehnyt uuden asetuksen jonka avulla voidaan hienosäätää etäisyyttä jolla pursotus aloitetaan, jotta materiaalia tulee juuri oikeassa kohtaa oikean verran tulostusytimen vaihdon jälkeen kahden tulostuspään tulostuksissa.
Smart Z seam. Tämä uusi asetus analysoi kappaleen, jotta kerroksen aloituskohdat asetetaan niin että näkyvät saumat minimoidaan.
Flow per feature. Voit asettaa viivanleveyden erikseen materiaalin virtausasetuksista. Voit säätää materiaalin virtausta tietyissä kappaleen elementeissä erikseen, kuten esimerkiksi seinämissä tai täytössä.
Laajennettu kolmannen osapuolen tulostimien tuki
Creawsome modi. Tässä versiossa on trouchin https://github.com/trouch tekemä modi jonka avulla voidaan käyttää useita Crealityn tulostimia.
Bugikorjauksia
Päivityksessä on korjattu useita bugeja fonttien renderöinnissä, yksittäisten kappaleiden tulostusasetuksissa, turhia liikkeitä tulostuksen aikana yms.
Lataa uusi Cura 4.2 ilmaiseksi täältä: https://ultimaker.com/software/ultimaker-cura
Ultimaker järjestää webinaarin - Kuusi askelta 3D-tulostettavien kappaleiden suunnitteluun

Mitä muutoksia kannattaisi tehdä CAD-malleihin kun kappaleita suunnitellaan valmistettavaksi 3D-tulostamalla?
Tulevassa webinaarissa opit kuusi suunnittelun ydinasiaa, joilla saat kasvatettua tulostettujen kappaleiden kestävyyttä, tulostusnopeutta sekä tulosteiden onnistumisprosenttia. Kun kappaleita suunnitellaan on tärkeää ottaa valmistusmenetelmä huomioon ennen suunnittelutyön aloitusta. FDM/FFF -tekniikoilla valmistetut tuotteet vaativat myös tuotannon suunnittelua niin prototyyppien kuin lopputuotteiden valmistamisessa.
Webinaarin järjestävät Ultimakerin liiketoiminnan kehityspäällikkö Leo de Avila ja tuotepäällikkö Hidde Lub.
Rekisteröidy tänään ja liity mukaan tiistaina 18.9.2018 kello 17:00 järjestettävään koulutukseen.
Oppimistavoitteet:
+ Ymmärrä miten kappaleen tulostusasento vaikuttaa sen mekaanisiin ominaisuuksiin
+ Löydä milloin ja miten välttää tiettyjä muotoja suunnittelussa
+ Opi hyödyntämään 3D-tulostusta yrityksessäsi entistä tehokkaammin
Koulutus on suunnattu yritysten tuotannossa tai suunnittelussa työskenteleville henkilöille.
HUOM! Webinaari on englanninkielinen.
Vertailussa FDM-, SLA- ja SLS- teknologiat

3D-tulostus on yhä tärkeämpi työkalu monilla eri aloilla. Omalla tulostimella voidaan laskea huomattavasti kuluja verrattuna työn ulkoistamiseen, sekä useampien prototyyppi-versioiden vaivaton luominen edesauttaa tuotekehitystä. Kolme yleisintä 3D-tulostus teknologiaa ovat FDM/FFF(Fused deposition modeling/Fused filament fabrication), SLA(Stereolithography) sekä SLS(selective laser sintering). Jokaisella näistä teknologioista on vahvuutensa ja rajoituksensa. Mikä näistä sopisi parhaiten sinun yrityksellesi?
Kaikki 3D-tulostusteknologiat pohjautuvat samaan periaatteeseen; 3D CAD -malli viipaloidaan horisontaalisesti eri kerroksiin, jotka tulostetaan toistensa päälle muodostaen 3-ulotteisen kappaleen. Artikkelissa käsiteltävät tekniikat kuitenkin lähestyvät valmistamista eri tavoin.
FDM/FFF
FDM(myös FFF) on yleisimmin käytetty 3D-tulostusteknologia, johtuen sen helppokäyttöisyydestä ja mahdollisuudesta sijoittaa toimistotilohin. FDM käyttää 1.75mm tai 2.85mm vahvuista muovilankaa kappaleen tulostamiseen, sekä kappaleen tukimateriaaleihin, tulostuslankaa kutsutaan myös filamentiksi. FDM prosessissa filamenttia syötetään kuuman suuttimen läpi. Sulanut filamentti pursotetaan tulostuslustalle, jossa filamentti kovettuu uudelleen kerros kerrokselta haluttuun muotoon.
Seuraavassa verrataan teknologian ominaisuuksia muihin verrattuna. Verrokkina käytetään Ultimaker 3D-tulostinta. Esimerkiksi Stratasysin teollisuusmalliin, jolla valmistetaan vaativia muoveja seuraavat argumentit eivät päde.

Hyödyt
+ Koneet ovat helppoja käyttää ja ylläpitää
+ Edulliset käyttö- ja ylläpitokulut
+ Ei aiheuta sotkua, eikä käyttöön tarvita voimakkaita kemikaaleja
+ Kompaktit koneet sopivat hyvin vaikka toimiston pöydälle
+ Koko prosessi hoituu yhdellä koneella, ei tarvita lisälaitteita jälkikäsittelyyn
+ Saatavilla monipuolinen materiaalivalikoima
+ Laitteistojen edullinen hinta mahdollistaa useamman koneen hankkimisen sarjavalmistukseen
Haittapuolet
- Kerrosrajat ovat selkeästi näkyvillä, ellei kappaletta jälkikäsitellä
- Kerroksien toisiinsa tarttuminen vaikuttaa huomattavasti kappaleen mekaaniseen lujuuteen
Yhteenveto
FDM/FFF-teknologia on ideaalinen toimistoympäristössä helppokäyttöisyytensä takia, eikä sen kanssa vaadita voimakkaita kemikaaleja tai erillisiä laitteita jälkikäsittelyyn. Erittäin laaja kirjo materiaaleja verrattuna muihin 3D-tulostus tekniikoihin. Materiaalit myös säilyvät pitkään.
FDM-tekniikalla valmistetut osat vaativat toisinaan tukirakenteita, mutta se voidaan välttää muuttamalla mallia hieman tai vaihtamalla tulostusasentoa. Nykyään FDM-tekniikan tulostimissa on useampi suutin, jotka mahdollistavat kahden tai useamman eri materiaalin tulostamisen samaan kappaleeseen. Useampaa suutinta voidaan myös hyödyntää tukimateriaalien tulostamiseen, jolloin tukimateriaalit on helppo poistaa repäisemällä tai liuottamalla esimerkiksi veteen.
SLA
Toinen merkittävä 3D-tulostusteknologia on SLA, joka käyttää photopolymeerejä valmistusmateriaalina. Photopolymeeri eli resiini kaadetaan alustaan jossa on läpinäkyvä pohja, jota vasten tulostusalusta laskeutuu. UV-laserin valopiste kohdistetaan usean peilin kautta tulostusalustaan jonka pinnalle resiini kovettuu. Tulostusalusta nousee altaasta jokaisen kerroksen jälkeen ja tämä toistuu kunnes kappale on valmis. Lisäksi SLA-tekniikan tulostimien toimintamallia lähellä ovat DLP-tulostimet, jotka käyttävät valoprojisointia koko tulostusalustan alalle valopisteen sijasta.

Hyödyt
+ SLA kykenee erittäin hyvvän pinnanlaatuun ja tarkkoihin yksityiskohtiin
+ Pöytämallin laitteinden kompakti koko ja helppokäyttöisyys
+ Saatavilla useita materiaaleja eri käyttötarkoituksiin
Haittapuolet
- Materiaalit eivät ole turvallisia käyttää ilman suojavarusteita ja ovat usein epämiellyttävän hajuisia. Jälkikäsittelyssä käytetään voimakkaita liuottimia.
- Kappaleet pitää jälkikovettaa UV-kammiossa
- Resiinit sotkevat helposti ja on hankalia puhdistaa pinnoista
- Tukimateriaalit ovat lähes poikkeuksetta pakollisia, niiden poistamiseen kuluu aikaa, sekä niiden poistamisesta jää jälkiä tulosteeseen
- Ei voida tulostaa moniväritulosteita
- Työpöydälle tarkoitettujen laitteiden tulostusalusta usein hyvin pieni
- Osat pitää mallintaa niin että suljetuissa tiloissa on reikiä jotta ylimääräinen resiini pääsee valumaan pois
Yhteenveto
SLA tulostimet sopivat hyvin kappaleisiin joissa halutaan monimutkaisia muotoja ja tarkkoja yksityiskohtia, mutta tulosteet vaativat lähes poikkeuksetta tukirakenteita.
Jälkikäsittely on monimutkaisempi prosessi kuin FDM-tulostimien kanssa. Tulosteet pitää huuhtoa ensin isopropanolilla, jonka jälkeen ne yleensä kovettaa UV-kammiossa ennen käsittelyä. Voimakkaiden kemikaalien takia, erityisesti jälkikäsittely suositellaan tehtävän hyvin ilmastoidussa tilassa. Jotkin laitevalmistajat ovat saaneet jälkikäsittelyä huomattavasti helpommaksi lisälaitteiden avulla.
Materiaalina käytettävät resiinit ovat kalliita verrattuna FDM tulostimien filamentteihin. Niissä on rajattu säilytysaika, ovat usein pahan hajuisia, sekä tulenarkoja.
SLS
Kolmas yleisimmin käytetyistä 3D-tulostekniikoista on SLS, joka käyttää tulostusmateriaalina pulveria. Pulveri säilötään kammiossa, josta tulostin levittää hyvin ohuen kerroksen pulveria tulostusalalle. Pulverin partikkelit sulatetaan toisiinsa suurteholaserilla, jonka jälkeen lisätään uusi kerros, joka taas sulatetaan edellisen päälle. Pohjalla olevat pulverit toimivat samalla tukina uusille kerroksille, joten SLS teknologialla voidaan tulostaa käytännössä ilman muotorajoitteita.

Hyödyt
+ Tulosteissa ei ole näkyviä kerrosrajoja, mutta pinta on hieman rakeinen
+ Tulosteilla on kohtalaisen korkea kesto mekaanista rasitusta vastaan joka suuntaan
+ Ei tarvita tukirakenteita
Haittapuolet
- Tulostimet ovat suuria, sekä vaativat teollisen tuotannon tilat joissa lämpötila ja ilmankosteus on säädelty
- Materiaalit ovat jauheita joiden hengittäminen voi olla haitallista
- Laitteet ja materiaalit ovat kalliita, laitteiden käyttäminen ja huoltaminen luo vielä enemmän kuluja
- Prosessi vaatii jälkikäsittelyaseman, sekä jauheen kierrätyslaitteen, jotka tuovat lisäkustannuksia
- Käyttökustannukset tulevat helposti korkeammiksi kuin koneesta saatu hyöty, usein parempi tilata tulostuspalveluista
Yhteenveto
Vapaus suunnitella tarkkoja, monimutkaisia muotoja ilman että tarvitsee miettiä tukirakenteita, eikä tulosteissa ole selkeitä kerrosrajoja.
Kustannukset ovat erittäin korkeita, erityisesti koneen ylläpidon ja huollon suhteen. Myös hankintakustannukset ovat useita kymmeniä, ellei satoja kertoja pöytämallista FDM-tulostinta korkeammat. Koneen käyttö vaatii ammattitaitoa, joka nostaa kustannuksia entisestään.
Kokonaisen tulostusalan tulostaminen kerralla on suositeltavaa, jotta koneesta saadaan mahdollisimman suuri hyöty ja jotta kammiosta jäisi aina mahdollisimman vähän yli materiaalia.
Lasereiden sulattaessa tulostusmateriaalia syntyy terveydelle vaarallista pölyä. Laitteiden koon, sekä niiden ilman lämpö ja -kosteus vaatimuksien takia, tulostimille tarvitaan hyvin suunnitellut teolliset tuotantotilat.
Kaikilla näillä tulostustekniikoilla on uniikit piirteensä ja käyttökohteensa:
SLA on ideaalinen pienille kappaleille, joissa on tarkkoja muotoja. Hyödyntämällä metallivalujen tekemiseen tarkoitettuja resiinejä, se on myös oiva työkalu vaikkapa korujen valmistukseen.
SLS sopii parhaiten suurien sarjojen valmistukseen, erityisesti pienien kappaleiden suuriin sarjoihin. Se on myös voittamaton suurempien monimutkaisten kappaleiden valmistuksessa.
FDM-tulostimien hyöty on nopeudessa, helppokäyttöisyydessä, joustavuudessa, eikä se vaadi paljoa tilaa tai vahvaa ammattitaitoa. Tämän johdosta FDM sopii hyvin lähes mihin vain. Joissain tapauksissa, vaikka lopputuote olisi tarkoitus valmistaa SLS tekniikalla tulostuspalveluiden kautta, voidaan FDM-tulostimella säästää rahaa prototyyppivaiheessa, koska eri prototyypin iteraatiot voidaan tehdä erittäin edullisesti. FDM-tulostin ei maksa hirveän monen edes hieman isomman SLS-tulosteen vertaa!
Jos mietit sopivaa tulostustekniikkaa käyttökohteeseesi, voit olla yhteydessä asiakaspalveluumme. Voimme tehdä myös perustavanlaatuisemman kartoituksen tulostustarpeistanne: https://www.3d-tulostus.fi/3D-tulostustarpeiden-kartoitus
Kauppaa pyörittää