")
")

Verkkokauppa Uutiset
Uutiset
Xemec käyttää Easy3DMaker 3D-tulostinta tuotekehityksessään

Asiakastarina Xemec Oy (www.xemec.com)
Xemec Oy on 1988 perustettu oululainen yritys, joka hankki käyttöönsä Easy3DMaker 3D-tulostimen nopeuttamaan tuotekehitystään. 3D-tulostimen käyttäminen tuo yritykseen kilpailuetua nopeudella ja joustavuudella tuotekehityksessä.

Xemec Oy:ssä suunnittelemme erilaisia mekatronisia automaatiolaitteita. Niiden rakenteissa käytämme paljon erilaisia ruiskupuristettuja muottiosia. Suunnittelemme itse kaikki osat ja teetämme muotit alihankkijoilla.
Ruiskupuristusmuotti on melko kallis ja vaatii aikaa valmistaa. Olimme aikaisemmin teettäneet pikamalleja jouduttaaksemme prototyypin valmistumista ja vähentääksemme kalliita ja aikaa vieviä kokeilukierroksia. Etsimme pikamallinnuslaitteistoa, jotta voisimme nopeasti todeta suunnitellun mallin ominaisuudet ja pitämään tuotekehityksen firman sisällä. Löysimme useita erilaisia alunperin harrastuskäyttöön suunniteltuja laitteita, joiden hinta vaikutti kohtuulliselta ja suorituskyky riittävältä käyttöömme. Jotkut vaikuttivat tarpeeksi jykeviltä myös ammattikäyttöön. Näin päädyimme hankkimaan Easy3DMaker-tulostimen.
Kun 3D-tulostin toimitettiin ajattelimme kokeilla sitä erään hankalasti toteuttettavan muovivivun prototyypin valmistamiseen. Mallinsimme kappaleen ja tulostimme laitteella sen ensimmäisenä koekappaleena. Tulostus onnistui loistavasti. Testasimme vipuun tulevaa puristusliitettävää osaa ja koe osoitti, että suunnittelu oli mennyt nappiin. Kuitenkin vähän aikaa testattuamme huomasimme CAD-mallin antaman harhan vivun lujuusopillisista ominaisuuksista menneen pieleen. Näin pääsimme välittömästi korjaamaan suunnittelun puutteen ennen kappaleen lähettämistä muotintekijälle. Virheen välttäminen joudutti projektia useita viikkoja ja säästi kokonaiskustannuksissa tuolla ainoalla ensimmäisellä kokeilulla 3D-tulostimen hinnan.
Toinen esimerkki oli vaativan kovia iskuja vastaanottavan muoviosan prototyypin valmistus. Yllättäen tulostettu kappale kesti koeajot vaurioitta. Näin saimme varmistettua, että lopullinen kappale tulee kestämään ko. kohteessa varmuudella. Lopullista kappaletta ei näin tarvinnut muuttaa mallikappaleesta muottikappaleeksi ollenkaan.
Kokemuksemme on ollut positiivinen. Tulemme käyttämään tulostinta jatkossakin hankalasti miellettävien muoviosien prototyyppien valmistuksessa. Suosittelemme tulostinta tuotekehitykseen. Sitä voi mainiosti käyttää myös erilaisten varaosien tekoon, jos ei ole aikaa odottaa pitkiä toimitusaikoja.
Pentti Airaksinen DI Xemec Oy
Suomen Lasinjalostus Oy käyttää Profi3DMaker 3D-tulostinta tuotekehityksessään

Suomen Lasinjalostus Oy kierrättää vanhoja käytettyjä ikkunoita tuottaen niistä innovatiivisin menetelmin erilaisia tuotteita niin muun teollisuuden, kuin suunnittelijoiden ja yksityisten henkilöiden tarpeisiin. Yrityksen tuotteisiin voi tutustua osoitteessa www.lasinjalostus.fi
Lasinjalostuksen yksi tuotantolinja tuottaa erilaisia valutuotteita muotteihin valettuna. Uusia tuotteita kehitetään jatkuvasti ja uusien tuoteideoiden testaamiseen tuolee valmistaa erilaisia muotteja. Yritys otti käyttöönsä Profi3DMaker 3D-tulostimen prototyyppien valmistamiseen, joka nopeuttaa tuotteiden suunnittelua. Näin prototyypin muotti saadaan tehtyä huomattavasti nopeammin ja kustannustehokkaammin sekä ne saadaan asiakkaille hyväksyttäväksi vain muutamien päivien kuluessa.
Päätuotteemme LedStone®-valokivituoteperheeseen tehdään jatkuvasti uusia malleja asiakkaiden toiveiden mukaisesti. Valokivet jäljittelevät täysin betonista pihakiveä, mutta niiden muotittaminen on aikaisemmin ollut kallista ja tuotteiden pinnan laatu vaihteleva. Muotin mallina aikaisemmin käytetty alumiinimalli maksaa noin kaksi tuhatta euroa kappaleelta ja niiden toimitusaika on pitkä. Täten vain muutaman alumiinimallineen kustannuksilla uusi tulostin on maksanut itsensä takaisin.
Juha Honkakorpi, Suomen Lasinjalostus Oy
Lue kuinka Sartorius Biohit Liquid Handling käyttää 3D-tulostusta liiketoiminnassaan

Sartorius Biohit Liquid Handling Oy on globaaleilla markkinoilla toimiva yritys, joka kehittää, valmistaa ja myy nesteannostelulaitteita, kuten pipettejä ja pipetinkärkiä. Yritys on osa Sartoriuksen Lab Product & Services -yksikköä. Sartorius on johtava kansainvälinen laboratorio- ja prosessiteknologiaa tarjoava yritys, jonka ydinliiketoimintaa ja osaamisalueita ovat bioteknologia ja mekatroniikka.
Yritys hankki edustamiamme 3DFactoriesin tulostimia käyttöönsä Kajaanin ja Helsingin toimipisteisiin tuotekehityksen tueksi. Tulostimet käytiin asentamassa ja pidimme tarvittavat käyttöönottokoulutukset, joilla laitteistot saatiin nopeasti hyötykäyttöön.
Pääsimme haastattelemaan Sartoriuksen edustajaa
- Miksi päädyitte hankkimaan 3DFactoriesin 3D-tulostimet?
- Sartorius on jo pitkään käyttänyt 3D-tulostusta liiketoiminnassaan. Meillä on ollut käytössä MJM-tekniikan tulostin tarkkuutta vaativiin projekteihin ja nyt haettiin edullisempaa tulostinta. Tutustuimme kuluttajille suunnattuihin laitteisiin ja niiden luotettavuus epäilytti. 3DFactoriesin tulostimet vaikuttivat siltä, että suunnittelija on keskittynyt olennaisiin hienojen erikoistoimintojen sijaan.
- Mihin olette hyödyntäneet 3D-tulostusta ja mitä lisäarvoa 3D-tulostus on tuonut yritykseenne?
- Pääosin olemme käyttäneet tulostimia erilaisten testauksen apuvälineiden valmistukseen. Tuotekehityksen protoilussa olemme käyttäneet tulostimia tapauksissa, joissa MJM-tekniikalla ei saavuteta esim. riittävää lujuutta. 3D-tulostus on nopeuttanut tuotekehitystä ja mahdollistanut erilaisten kokeilujen tekemisen entistä nopeammin.
- Millaiselle yritykselle suosittelitsit 3D-tulostimen hankintaa?
- Suosittelemme 3D-tulostusta kaikille yrityksille, joissa suunnitellaan fyysisiä tuotteita. Olemme oppineet vuosien saatossa, että oma tulostin lisää luovuutta ja poistaa turhia esteitä suunnittelusta kun tulosteita ei tarvitse tilata erikseen ulkopuolelta.
Haastateltavana oli
Hannes Jantunen
Manager, Mechanics & Project Management
Sartorius Biohit Liquid Handling Oy
Ystävällisin terveisin
Jarkko Lohilahti
Noptel käyttää Profi3DMaker 3D-tulostinta tuotannon apuvälineiden valmistamiseen

Noptel Oy suunnittelee, valmistaa ja myy optoelektronisia mittalaitteita. Laitteita käytetään paikan ja etäisyyden mittaamiseen. Sovelluksia ovat esimerkiksi ajoneuvojen nopeuden ja profiilin mittaukset, ratojen suoruuden mittaus ja pitkän matkan valvontalaitteiden etäisyysmittaus. Toimitamme mittausmoduuleita kansainvälisille markkinoille. Suunnittelu ja valmistus tehdään Oulun teknologiakylässä.
Hankimme Profi3DMaker tulostimen toukokuussa 2015. Pidimme tärkeänä, että pääsemme hyödyntämään tulostinta ensimmäisestä päivästä lähtien. Saimme myyjältä hyvän opastuksen tulostimen huollosta ja perusominaisuuksista. Tulostaminen vaatii tulostinasetusten perusteiden opettelun. Tämä kannattaa ehdottomasti pyytää myyjältä, että pääsee nopeasti alkuun ilman turhia kokeiluja.
Käytämme tulostinta prototyyppien ja tuotannon apuvälineiden valmistamiseen. Eniten olemme valmistaneet tuotannon apuvälineitä, esimerkiksi erilaisia pitimiä optisille mittalaitteille. Optisten vastaanottimien testaukseen teimme testerin, jossa käytettiin pelkästään tulostettua mekaniikkaa (kuva). Testerin toinen kehitysversio on tuotannon käytössä.
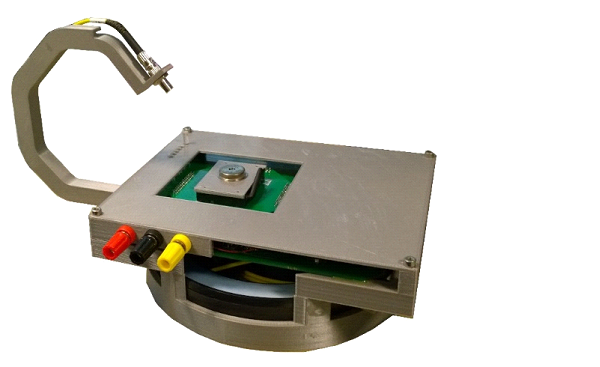
Testerin saaminen käyttökuntoon perinteisin menetelmin käyttäen valmiita koteloita ja työstettyä mekaniikkaa olisi kestänyt vähintään kuukauden. Tulostamalla koko prosessi suunnitteluineen vei alle viikon. Materiaalikustannukset olivat vain muutaman euron. Testerin suunnittelu oli huomattavan nopeaa, koska valmiiden koteloiden ja työstämisen aiheuttamat rajoitukset eivät haitanneet. Tulostettavilla kappaleilla on kuitenkin omat erilaiset rajoitteensa, jotka täytyy opetella.
Tulostimen käyttömahdollisuuksia on vaikea hahmottaa etukäteen. Meillä oli joitakin käyttökohteita mielessä kun teimme ostopäätöksen, mutta ne ovat olleet vain pieni osa siitä mihin olemme tulostinta käyttäneet ensimmäisten viikkojen aikana. Meillä suurin käyttö on ollut tuotannon ja tuotekehityksen apuvälineiden ja kokeilukappaleiden valmistus. Suosittelemme kokeilemaan tulostinta, se kyllä keksii hommia itselleen.
Arto Sepponen
Chief Designer/Quality Manager
Noptel Oy
Kauppaa pyörittää