")
")

Webshop News Posts on topic: pp
News
Formlabs tuoteuutuudet: Polypropeenijauhe Fuse 1+ tulostimelle ja Resin Pump System Form 3 sarjan tulostimille

Formlabs julkaisi uusia tuotteita, joiden avulla voit avata uusia käyttömahdollisuuksia Fuse 1+ SLS tulostimelle, sekä tehostaa Form 3 sarjan koneiden tuotantotehoa.
Formlabs Resin Pump System
Formlabsin uusi Resin Pump System mahdollistaa suurempien 5L hartsikanistereiden käytön Form 3 sarjan tulostimilla. Järjestelmä mahdollistaa jatkuvamman sarjatuotannon Form Auto kanssa, sujuvamman käytön 3L tulostimien kanssa, sekä parantaa tehokkuutta myös pienempien Form 3 tulostimien kanssa vähentämällä hartsikasettien vaihtoja. Käyttämällä suurempia hartsikanistereita, säästät rahaa materiaalikustannuksissa, sekä vähennät pienemmistä hartsikaseteista syntyvää muovijätettä 86%.
Formlabs Polypropeenijauhe Fuse 1+ tulostimelle
Kauan odotettu polypropeenimateriaali on nyt saatavilla Fuse 1+ tulostimille. Polypropeeni tarjoaa erinomaisen kemikaalinkeston, se on joustavaa ja kestää hyvin toistuvaa taivutusta. Polypropeeni on kevyt ja korkean sitkeyden omaava, mikä tekee siitä ihanteellisen vaativiin ympäristöihin. Polypropeenijauheesta tulostetut osat ovat myös vesitiiviitä ilman erityistä jälkikäsittelyä, sekä ovat hitsattavissa toisiinsa.
Materiaali soveltuu erinomaisesti pakkausprototyyppien, vesitiiviiden kotelojen, autojen sisäosien, ortoosien ja proteesien, sekä vahvojen ja kemiallisesti kestävien kiinnikkeiden, työkalujen ja jigien valmistukseen.
Osa 2. Vahvin FFF/ FDM tulostusmateriaali?

Lue artikkelin ensimmäinen osa tästä.
Jotta valmistettavasta kappaleesta tulee mahdollisimman onnistunut, on erittäin tärkeää optimoida tulostusasetukset. Kun tehdään osia 3D-tulostamalla on paitsi jokaisen materiaalin, myös osan asetukset mukautettava erikseen.
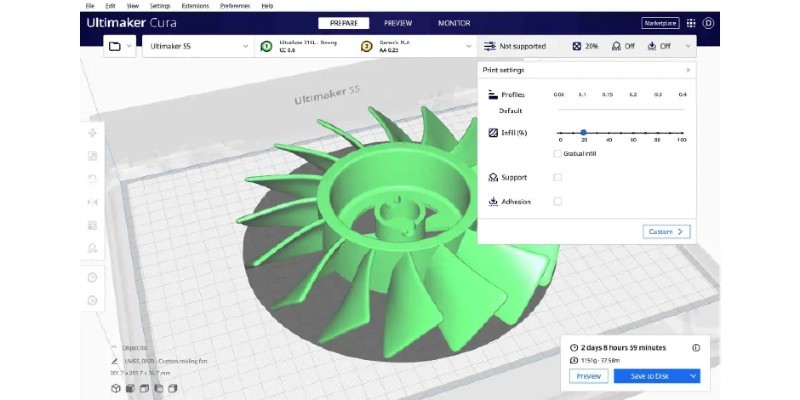
Kuva 1. Asetusten optimointia Cura-viipalointiohjelmassa
Tässä muutamia koottuja huomioita koskien tulostusasetuksia:
Täytön tyyppi ja tiheys (Infill type and density):
-
Täytön tyyppi ja tiheys ovat tärkeitä tulostetun osan lujuuteen vaikuttavia tekijöitä. Mitä suurempi täyttötiheys, sitä suurempi lujuus. Kovin korkeaa täyttötiheyttä ei kuitenkaan yleensä suositella, koska se kuluttaa paljon materiaalia ja pidentää tulostusaikaa. Voit lisätä osan lujuutta lisäämättä tiheyttä muuttamalla sisätäytön kuviota osan kuormitustavasta riippuen. Esimerkiksi puristuslujuustesteissä kolmio/ruudukkokuvioinen (Triangles, Lines & Grid) sisätäyttö tuottaa korkeamman Z-suuntaisen puristuslujuuden, kun taas Cubic- ja Gyroid-täyttökuviot tuottavat kappaleille kaikkein isotrooppisimman lujuuden. Useimmissa visuaalisissa tulosteissa voi käyttää noin 20 prosentin täyttöä, mutta vahvemmissa osissa suositellaan yli 50 prosentin täyttöä. Vaihtoehtoisesti voi käyttää modifiointiverkkoja luomaan suurempi täyttötiheys alueille, joilla jännitys on suurin.
Osien suunta (Part orientation)
- Osien suunnnan optimointi ei ehkä ole check listissä ensimmäisten huomioita vaativien seikkojen joukossa vahvemman tulosteen varmistamiseksi, mutta se on tärkeää ottaa huomioon. Vetolujuus on heikompi Z-akselilla 3D-tulostuksessa (tyypillisesti 40-70 % lujuudesta XY-akseliin verrattuna), erityisesti korkeissa ja ohuissa osissa. Tämän seurauksena on mietittävä osan tulostussuunta huolellisesti, jotta se vastaa vaadittua vahvuusakselia. Tätä tehdessä tulee myös huomioida tukirakenne ja löytää tasapaino sen perusteella, mikä kyseisessä osassa on tärkeintä.
Ulkopinnan paksuus (Shell Thickness)
- Osan ulkopinnan paksuutta kutsutaan sen vaipan paksuudeksi. Yleisesti ottaen mitä paksumpi kuori, sitä vahvempi osa. Tämän perusteella voi määrittää osalle tarvittavan vaipan paksuuden. Kaksinkertainen ulkokerroksen paksuus on yleensä hyvä lähtökohta vahvalle tulosteelle.
Työ ei ole vielä täysin valmis, kun kappale on 3D-tulostettu. On mahdollista lisätä osan lujuutta pienellä lisätyöllä. Puolikiteiset materiaalit, kuten nailon, PET, PEEK ja jotkin PLA:n muodot, voidaan lämpökäsitellä ja näin kasvattaa niiden vahvuutta vielä entisestään.
Seuraavassa on esimerkkejä sovellutuksista, joissa lujuus on kriittinen tekijä sekä materiaalit, joita kannattaa harkita tällaisissa tapauksissa.

Kuva 2. Volkswagenilla käytetään Ultimakerillä valmistettuja apuvälineitä.
Toiminnalliset prototyypit
Toiminnalliset prototyypit on tarkoitettu testaamaan ja esittelemään kehitettävän tuotteen lopullista toimivuutta. Toimivia prototyyppejä testataan laajalti, jotta saadaan tarkkaa tietoa osan käyttäytymisestä todellisessa sovellutuskohteessa. Tämä tarkoittaa, että prototyypin ja lopputuotteen ominaisuuksien on vastattava toisiaan, jotta testausvaiheessa syntyviin tietoihin voidaan luottaa. Koska toiminnalliset prototyypit ovat alttiita kulumiselle, niiden on oltava kestäviä. Tällaisissa sovellutuksissa käytetään yleisesti kestäviä PLA- ja PET-G-filamentteja. Kuitenkin mikä tahansa materiaali voi olla sopiva, kunhan se vastaa ominaisuuksiltaan materiaalia, jota lopulta käytetään massatuotantoon.
Loppukäyttökomponentit
Kun tulostetaan loppukäyttöön tulevia osia, materiaaleilta vaaditaan usein perusmateriaaleja parempia lujuusominaisuuksia. Esimerkkeinä mainittakoon polykarbonaatti, josta tehdään erityisen iskunkestaviä kappaleita kuten silmälaseja ja elekroniikkakoteloita. Toisaalla sellaisissa sovelluksissa missä vaaditaan hyvää kemikaalien kestoa, käytetään polypropyleeni, PETG:tä ja PCTG:tä
Teollisuuden apuvälineet
Teollisuuden apuvälineistä puhuttaessa tarkoitetaan työkaluja ja laitteita jotka auttavat osien valmistuksessa. Näitä käytetään myös kokoonpanovaiheessa nopeuttamaan osien kokoamista. Vahvoja ja kestäviä materiaaleja suositellaan tähän käyttötarkoitukseen, sillä ne voivat kulua paljon jatkuvassa käytössä. Nylon ja PETG ovat usein sopivia materiaaleja tähän tarkoitukseen käytettäväksi.
Toivottavasti näistä artikkeleista oli hyötyä sopivaa materiaalia mietittäessä! Voit olla yhteydessä verkkokaupan tiimiimme mikäli haluat lisää tietoa eri materiaaleista tai niiden käyttökohteista. Sähköpostitse meidät tavoittaa asiakaspalvelu@3d-tulostus.fi tai puhelimitse +358102355140.
Parhain terveisin,

Suvi Härkönen
Sales & Marketing
Maker3D
Osa 1. Vahvin FFF/ FDM tulostusmateriaali?

Ei liene liioiteltua sanoa, että useimmat 3D-tulostuksen kanssa tekemisissä olevat ovat usein miettineet "Mikä 3D-tulostusmateriaali on vahvin?". Oletpa sitten harrastaja tai asiantuntija, suurin osa projekteistasi tarvitsee vahvoja ja kestäviä materiaaleja. Tällä artikkelilla pyrimme vertailemaan kovimpia Ultimakerin valmistamia tulostusmateriaaleja.
Mitä vahvuus tarkoittaa 3D-tulostusmateriaalista puhuttaessa?
3D-tulostusmateriaalien vahvuus voidaan määritellä monella tavalla. Kaksi yleisimmin ymmärrettyä vahvuustyyppiä ovat vetolujuus ja taivutuslujuus eli kuinka paljon materiaalia voidaan venyttää ja taivuttaa. Seuraavassa yleiskatsauksessa luetellaan MegaPascal (MPa) paine, jonka jokainen materiaali kestää. Mitä korkeammat nämä lukemat ovat, sitä vahvempi on materiaali, kun siihen kohdistuu kyseisiä rasituksia. Käyttämämme numerot perustuvat Ultimaker-materiaalien teknisiin tietolehtiin. Muiden valmistajien materiaalien lukemat voivat vaihdella.
Parhaat FFF/FDM-materiaalit vahvojen osien tulostamiseen
Vahvimpien 3D-tulostusmateriaalien vertailussa käsittelemme seitsemää eri materiaalia, jotka ovat PLA, Tough PLA, ABS, PC, PET-G ja PP.
PLA
PLA eli polymaitohappo on erittäin monipuolinen ja suosittu FDM 3D-tulostusmateriaali. Sen suosio johtuu siitä, että se on helposti tulostettava materiaali, helposti saatavilla edulliseen hintaan ja sitä on saatavana useissa eri väreissä. Tästä syystä se on todennäköisesti ensimmäinen materiaali, jolla useimmat ihmiset tulostavat.
PLA:ta ei yleensä valita sen lujuusominaisuuksien vuoksi, koska materiaali on hauras. Jos halutaan valmistaa kappaleita mahdollisimman edullisesti, PLA voi olla sopiva materiaali joissakin tapauksissa. Jos osan on kestettävä taivutusta, on yleensä parempi käyttää eri materiaalia.
Vetolujuus: 53-59 MPa
Taivutuslujuus: 97-101 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä.
Tough PLA
Tough PLA on sitkeämpi versio tavallisesta PLA:sta. Siinä yhdistyy PLA:lta odotettavissa oleva helppo tulostettavuus. Tough PLA:ta käytettäessä päästään eroon perus PLA:n suurimmasta haitasta, hauraudesta. Tästä syystä se on ihanteellinen materiaalivalinta toiminnallisille prototyypeille, jotka tarvitsevat hieman joustavuutta.
Tough PLA ei ole yhtä hauras kuin tavallinen PLA ja sillä on suurempi vetolujuus kuin ABS:llä. Se on myös helpommin tulostuva filamentti kuin ABS sekä yhteensopiva vesiliukoisen PVA-tukiomateriaalin kanssa.

Kuva 1. Tough PLA -filamentti on helppokäyttöinen tekninen muovi
Vetolujuus: 45-48 MPa
Taivutuslujuus: 83-96 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä.
ABS
ABS joka tunnetaan myös nimellä akryylinitriilibutadieenistyreeni, on suosittu termoplastinen polymeeri. Se on tunnettu iskunkestävyydestään, kemikaalien, veden ja lämmönkestävyydestään. Sillä on myös erinomainen suorituskyky korkeissa ja matalissa lämpötiloissa, mikä tekee siitä täydellisen autokomponenttien valmistukseen. ABS:llä on myös hyvät sähköeristysominaisuudet, joten se on mainio valinta sähköosien koteloihin.
Lisäksi ABS on verrattain halvempaa kuin useimmat materiaalit ja suhteellisen helppo jälkikäsitellä. Tämän seurauksena se on erinomainen materiaali massatuotantoon ja sitä käytetään paljon erilaisten kappaleiden valmistukseen. Se, että ABS on helppo jälkikäsitellä tarkoittaa myös sitä, että siitä valmistettuja osia voidaan liimata ja maalata.
Vetolujuus: 34-36 MPa
Taivutuslujuus: 60-61 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä.
PC
Polykarbonaattifilamentti (PC) on jäykkä termoplastinen polymeeri, joka kestää lämpöä ja kemikaaleja. Se on erittäin luja materiaali, joka on suunniteltu käytettäväksi vaativissa ympäristöissä ja teknisissä sovelluksissa. Sillä on hyvä taipumislämpötila korkean lasittumislämpötilansa ansiosta, ja se on tyypillisesti saatavilla myös parannetulla iskunkestävyydellä.
PC:llä on lukuisia käyttökohteita jokapäiväisessä elämässä. Polykarbonaatti, toisin kuin pleksilasi, ei rikkoudu helposti. Se taipuu ja muotoutuu samalla tavalla kuin kova kumi. PC:llä on myös erinomainen optinen kirkkaus.
PC voi olla vaikea hiukan vaikeasti tulostettava materiaali sen korkean lämpötilan kestävyyden vuoksi. Käytännössä tämä tarkoittaa, että kappaleen vääntyminen voi olla ongelma. Oikean tulostusliiman valitseminen ja terävien kulmien välttäminen kappaleita mallintaessa voi auttaa tulostamaan onnistuneesti tällä materiaalilla.
Vetolujuus: 43-65 MPa
Taivutuslujuus: 89-114 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä
PETG
PETG eli polyeteenitereftalaattiglykoli on termoplastinen polyesteri, jota on kemiallisesti modifioitu lisäämällä glykolia kiteytymisen rajoittamiseksi ja sitkeyden parantamiseksi. Glykolin lisääminen parantaa PET:in, kestävyyttä ja muovattavuutta. Sillä on vahva iskunkestävyys ja kulutuksen kestävyys ja se kestää korkeampia lämpötiloja kuin PLA.
Erinomaisten ominaisuuksiensa ja suhteellisen alhaisen hinnan ansiosta PETG:tä käytetään yleisesti 3D-tulostuksessa. Se on hyvä tekninen materiaali, jota voidaan käyttää ABS:n sijasta. PETG:llä on vähemmän taipumusta vääntyä, mikä tarkoittaa että sillä on helpompi tulostaa tarkkoja osia.
Kuva 2. PETG:stä valmistettuja kappaleita
Vetolujuus: 38-44 MPa
Taivutuslujuus: 75-79 MPa
Löydät materiaalin verkkokaupastamme tästä linkistä.
Nylon
3D-tulostukseen tarkoitettua nailonia löytyy yleisesti useissa muodoissa: PA6 ja PA6/66, jotka ovat nailonin jäykempiä versioita ja PA 12, joka on joustava nailontyyppi. Nailonissa on monia hyödyllisiä ominaisuuksia, jotka tekevät siitä houkuttelevan materiaalin 3D-tulostukseen. Nailon on sekä vahvaa ja kestävää että joustavaa. Tämä ominaisuus on hyödyllinen tulostettaessa kappaleita, joissa on ohuet seinämät.

Kuva 3. Nylonilla on mahdollista tulostaa toiminnallisia ja pikkutarkkoja kappaleita
Lisäksi nailonilla on korkea sulamispiste ja erittäin alhainen kitkakerroin, minkä ansiosta sitä voidaan käyttää toiminnallisten lukitusten, kuten hammaspyörien valmistukseen. Eräs Nylonin haittapuoli 3D-tulostusmateriaalina on, että se on erittäin hygroskooppinen, mikä tarkoittaa että se on herkkä kosteudelle.
Vetolujuus: 63-65 MPa
Taivutuslujuus: 63-83 MPa
Löydät materiaalin verkkokaupastamme täältä.
PP
Polypropeeni (PP) on laajalti käytetty muovi, jota löytyy melkein joka kodista. Se on yleinen materiaali varastointi- ja pakkaussovelluksiin sekä moniin perinteisiin valmistusmenetilmiin kuten ruiskuvaluun. PP:n suosio johtuu sen korkeasta kemikaalinkestävyydestä, lämmönkestävyydestä, iskunkestävyydestä ja joustavuudesta.
Sen ominaisuudet tekevät siitä täydellisen elintarvikepakkauksiin, ulkokäyttöön, kemikaalien varastointisäiliöihin ja jopa lääketieteellisiin sovelluksiin, kuten proteeseihin.
Vetolujuus: 10-12 MPa
Taivutuslujuus: 13-15 MPa
Löydät materiaalin verkkokaupastamme tästä.
Seuraavassa osassa käsittelemme mm. millaisilla asetuksilla vahvoja osia kannattaa tulostaa, kappaleiden jälkikäsittelyssä huomioitavia seikkoja sekä mitä materiaaleja eri käyttökohteissa kannattaa käyttää.
Parhain terveisin,
Suvi Härkönen
Marketin & Sales
Maker3D
Formlabs uutuus - Tough 1500

Formlabs on julkaissut teknisten materiaalien perheeseen uuden polypropeiinin kaltaisen Tough 1500 -hartsin
Uusi materiaali on kimmoisa ja se kestää puristusta ja venytystä useita kertoja ilman rikkoutumista. Materiaali palautuu lisäksi todella nopeasti kuormituksesta ja sitä voidaan käyttää funktionaalisissa kohteissa missä vaaditaan vääntölujuutta. Parhaimmillaan materiaali on jousimaisissa osissa ja kynsiliitoksissa.
Mekaaniset ominaisuudet:
- Youngin moduli - 1500 MPa
- Vetolujuus - 33 MPa
- Murtovenymä - 51%
- Taivutuslujuus - 1400 MPa
- Izod iskulujuus - 67 J/m
Materiaali verkkokaupassamme: http://www.3d-tulostus.fi/Formlabs-Tough-1500-resiini

Linkki tekniseen datalehteen (engl. /PDF): https://formlabs-media.formlabs.com/datasheets/Tough_1500_TDS_EN.pdf
Materiaalin kotisivu: https://formlabs.com/eu/materials/tough-durable/
Uusia BASF materiaaleja julkaistu

BASF julkaisi kaksi uutta teollisuustason 3D-tulostusfilamenttia Ultrafuse tuoteperheeseen. ESD-suojatun kovan iskulujuuden omaavan PCTG:n, sekä erittäin pehmeän Shore 80A TPU:n. TPU:n kovempi kuori mahdollistaa sen tulostamisen hyvin myös bowden tyyppisillä tulostimilla. Meille uusina materiaaleina BASF:lta saatavilla myös TPU 85A, Polyamidi ja Polypropeeni.
PCTG on PETG kaltainen ESD-suojattu materiaali, mutta kuitenkin huomattavasti suuremmalla iskulujuudella. Se on erityisesti suunniteltu jigeihin, pidikkeisiin, robotiikkaan ja eletroniikkateollisuuden osiin käytettäväksi. Materiaali on myös helppo tulostaa.
Tekniset tiedot: Technical Data Sheet Ultrafuse Z PCTG
Turvallisuustiedoite: Safety Data Sheet Ultrafuse Z PCTG
TPU 80A LF on pehmein bowden tyyppisellä tulostimella tulostuva materiaali. Tulostus on saatu mahdolliseksi filamentin ympärillä olevalla kuorella, joka myös suojaa materiaalia kosteudelta. Materiaali kestää erittäin hyvin venytystä ja siinä on hyvä kemikaalinkesto.
Tekniset tiedot: Technical Data Sheet Ultrafuse 80A LF
Turvallisuustiedoite: Safety Data Sheet Ultrafuse 80A LF
TPU 85A on hieman jäykempää kuin 80A, mutta silti yleisimpiä TPU laatuja pehmeämpää. Materiaali on erittäin kestävää ja mukavan tuntuista. Se on tehty BASFin arvostetusta Estollan Polyuretaanista. Pehmeytensä takia tämän materiaalin kanssa suositellaan suorasyöttöistä tulostinta, mutta olemme saaneet tulostettua sitä myös 2.85mm bowden-tulostimella.
Ultrafuse PA on BASF Ultramid polyamidistä tehty 3D-tulostettava versio, joka pohjautuu PA6/66 polyamidiin. Ultramid tunnetaan sen vahvasta mekaanisesta kestävyydestä, iskulujuudesta ja lämpöstabiilisuudestaan. Siinä on myös perinteisiä polyamideja parempi kemikaalinkesto.
Polypropeeni on maailman eniten käytetty muovi. Siinä on erittäin hyvä kemikaalinkesto, se on sitkeä, pieni tiheyksinen, joustava muovi joka ei väsy helposti. Siinä on myös pieni kitka, joten se sopii erityisen hyvin saranoihin ja muihin liukupintoihin, sekä tulosteisiin joilta vaaditaan hyvä kemikaalinkestoa.
Verkkokaupan tuotesivuille: