")
")

Verkkokauppa Uutiset
Uutiset
Ultimaker S-sarja Laajenee - Uusi Aikakausi On Alkanut
Uusi Ultimaker S-sarja on julkaistu 24.9. Alihankinta 2019 -messuilla. Kuhinaa osastolla riitti aamusta saakka, huppujen alla olleet tuotteet kiinnostivat pitkin päivää ja vihdoin klo 15 Maker3D:n teknisen tuen vastuuhenkilö Keijo Johansson sai kunnian esitellä uuden Ultimakerin S-sarjan.
"Ultimaker kulkee omaa polkuaan, eikä juuri katsele muiden tekemisiä. Yhtiö on luonut tuotteistaan ekosysteemin, joka on myös materiaali- ja ohjelmistovalmistajien kehitysalusta. " sanoo Johansson.
Olen seurannut yhtiön kehitystä sen alkutaipaleilta saakka. Boschin mukaantulo sijoittajapuolelle on tuonut yhtiöön ammattitaitoisen johdon ja selkeän strategian. Sen voin taata, että tästä pumpusta kuullaan vielä.
Jos tulee mieleen jotain kysyttävää uusista tuotteista tai 3D-tulostuksesta yleensä, voitte olla suoraan yhteydessä minuun. Tuotteet ovat nähtävissä Alihankinta 2019 -messuilla vielä torstaihin saakka. Tervetuloa!
Seuraavassa uudet tuotteet, jotka ovat heti tilattavissa ja toimitukset ovat jo alkaneet.
Ultimaker S5 Pro 3D-tulostinpaketti

Ystävällisin terveisin,

Jarkko Lohilahti
CEO, Founder - Maker3D
+358400565641
jarkko.lohilahti@maker3d.fi
Maker3D on uusi miniFactoryn auktorisoitu jälleenmyyjä pohjoismaissa

Ilmoitamme ylpeänä, että Maker3D on miniFactoryn uusi jälleenmyyjä pohjoismaissa. Maker3Dllä on yli 7-vuoden kokemus lisäävästä valmistuksesta ja he ovat johtava 3D-tulostimien toimittaja Suomessa. Heillä on kokemusta lukuisista eri toimialoista ja projekteista. Laaja tietopuoli ja kokemus takaavat ammattitaitoisen palvelun heidän asiakkailleen.
"Kykenevä avoimien parametrien tulostin on elintärkeä meidön tuleville, mm. Avaruustekniikan projekteille." - Joni Kumpulainen, Myyntipäällikkö, Maker3D
Maker3D on työskennellyt lisäävän valmistuksen parissa yli 7-vuotta. Tänä aikana, he ovat työskennelleet laajasti eri toimialoilla ja erilaisten projektien parissa. Nyt he ovat huomanneet tarpeen materiaaleille joita ei voida tulostaa heidän aiemmin myynnissä olleilla tulostimilla. Hyviä esimerkkejä ovat heidän asiakkaansa auto- ja avaruusalalta, joiden käyttöön miniFactory Ultra on ideaalinen tulostin. Mahdollisuus korvata metallikappaleita on päätekijä tulostimen hankinnassa joka kynekee valmistamaan kappaleita ultramuoveista.
Oman tulostuspalvelun lisäksi Maker3D haluaa tarjota asiakkailleen tietotaitoa ja laitteistot lisäävään valmistukseen. Nykyään useimmat asiakkaat eivät hyödynnä kuin murto-osan lisäävän valmistuksen mahdollisuuksia. MiniFactory Ultra tuo näitä mahdollisuuksia lähemmäksi asiakasta, jotta heidän ei tarvitse turvautua haastavampienkaan FDM materiaalien ja kappaleiden kanssa tulostuspalveluun. Pääsyy partneroitumiselle oli tietotaito joka näkyy miniFactory Ultran toteutuksessa ja sen käytön helppoudessa.
"Olemme tunteneet miniFactoryn henkilöstön koko yrityksemme historian ajan ja pidämme heidän toimintamallistaan. Valitsemme myyntiin vain laadukkaita tuotteita yrityksiltä joiden toimintaan voimme luottaa täysin." - Joni Kumpulainen
Tietotaitoa loppuasiakkaalle
Riku Hietaranta, miniFactoryn tekninen asiantuntija
"3D-tulostus on uusi tapa valmistaa lopputuotteita ja työkaluja ultramuoveista. Olemme huomanneet että tätä uutta valmistustapaa ja ultramuoveja ei ole otettu vielä käyttöön kuin pienessä osassa yrityksiä jotka voisivat hyötyä niistä. Meidän tavoitteenamme on jakaa tietoa aiheesta mahdollisimman paljon niille ketkä voisivat siitä hyötyä.
Tuotteen esittelytilaisuudet ovat hyvä tapa jakaa tätä tietoa. Jos sinulla herää kiinnostus aiheeseen ja haluat kuulla lisää siitä miten voisit hyödyntää ultramuovien 3D-tulostusta, osallistu meidän tilaisuuksiin. Seuraavaksi löydät meidät Alihankintamessuilta Tampereelta 24-26 syyskuuta. Maker 3Dn ammattitaitoinen väki löytyy osastolta C719. Tule juttelemaan ammattilaisten kanssa siitä miten juuri sinä voisit hyödyntää 3D-tulostusta. Tehtävämme on tehdä teidän tuotantoprosesseistanne virtaviivaisempia ja kustannustehokkaampia."
![]()
Joni Kumpulainen
Head of Sales
Tel: +358 10 235 5143
E-Mail: myynti@maker3d.fi
MESSUKUTSU – ALIHANKINTA 2019

Nyt on taas se hetki vuodesta kun on aika tavata Tampereella järjestettävillä Alihankintamessuilla. Löydät 24-26.9 meidät jälleen tutulta C7 riviltä, mutta tällä kertaa muutaman pykälän edestäpäin osastolta C719. Samalla osastolla myös Hetitec Oy.
Toimintamme uudistuu ja kehittyy vauhdilla. Pitkään jatkunut fuusiotyö saadaan vihdoinkin päätökseen kuluvan kuukauden aikana. Tänä vuonna olemme julkaisseet poikkeuksellisen paljon uutuuksia ja sama vauhti jatkuu syksyn laitetarjonnassa. Olemme positiivisen ongelman edessä, kun mietimme osastomme ilmettä. Miten ihmeessä saamme kaiken kiinnostavan mahtumaan paikoilleen?
OSASTON C719 TÄRPIT
Uudistettu Ultimaker
Näe ensimmäisenä maailmassa. Julkistamme yhdessä Ultimakerin kanssa uusia tuotteita. Tämä on virallinen julkistus, joka tapahtuu Ultimakerin toimesta samanaikaisesti TCT:ssä Birminghamissa. Näitä uutuuksia ei kannata jättää näkemättä.
Lahden 3D-tuotannon kuulumiset
Fuusio on vihdoin loppusuoralla. Lokakuussa Grano 3D on virallisesti sulautettu Maker3D:n liiketoimintaan. Resurssien lisäännyttyä voimme tarjota jatkossa entistä laajemmalla skaalalla palveluita. Lahden tuotepäällikkö Tony tavattavissa osastoltamme. Tule keskustelemaan 3D-tuotantomme mahdollisuuksista.
Formlabs Form 3 ja Form 3L
Osastollamme on esillä maailman suosituimpiin brändeihin lukeutuvan Formlabsin uusin malli – FORM 3. Formlabs Roadshow saapui Hernesaareen kesäkuun lopussa. Form 3 oli esillä ensimmäistä kertaa ja monipuoliset esitykset SLA -tulostuksen ympärillä saivat paljon kiitosta. UUTISLINKIN takaa löytyy myös itse esitykset uteliaalle.
Sinterit
Vihdoinkin edullista SLS-laitteistoa tarjolla. Muutimme markkinoita Suomessa tarjoamalla laadukkaat pursotinlaitteistot kaikkien saataville. Tulemme tekemään saman myös lasersintrauslaitteistojen kanssa.
Sinteritillä on poikkeuksellisen laaja materiaalivalikoima laadukkaalla lopputuloksella. Tule osastolle näkemään ja kuulemaan lisää. Tarkista mitä löytyy SINTERIT LISA PRO -mallin kannen alta.
Nähdään messuilla!
Ystävällisin terveisin,
Jarkko Lohilahti
CEO, Founder – Maker3D
+358400565641
jarkko.lohilahti@maker3d.fi
Heineken: Sujuvan tuotannon jatkuvuuden turvaaminen 3D-tulostamalla
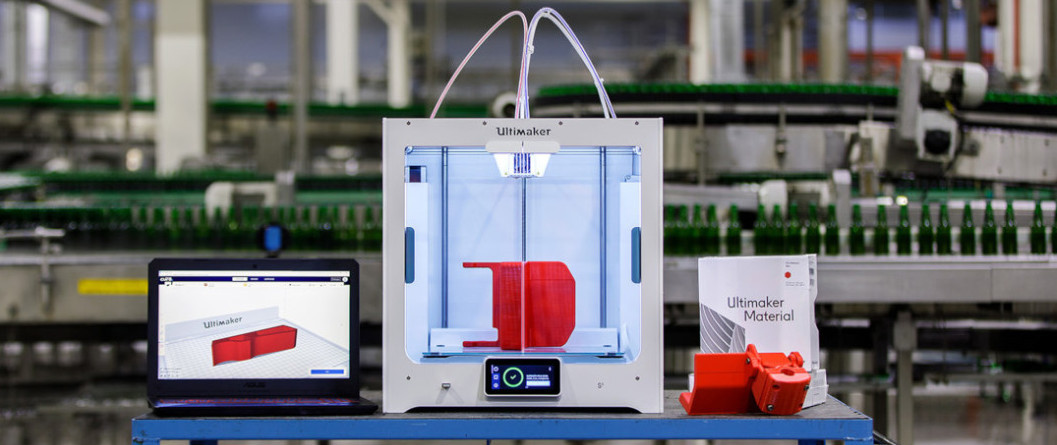
Heineken on yksi maailman suurimmista oluenvalmistajista maailmassa heidän yli 150 panimollaan ympäri maailmaa. Yksi niistä, joka sijaitsee Espanjan Sevillessä tuottaa tunnetuimmat oluet, kuten Cruzcampo, Desperados, Heineken ja Amsel. Oluet pannaan, paketoidaan ja lähetetään ympäri Espanjaa ja sen ulkopuolelle. Pakkausjohtaja, Juan Padilla Gonzáles on päättänyt hyödyntää 3D-tulostusta tehokkuuden parantamiseksi Sevillen panimossa.
Tuotantolinjastojen optimointi
Sevillen panimo kykenee tuottamaan 500 miljoonaa litraa olutta vuosittain. Mutta Heineken on aina kiinnostunut parantamaan jo valmiiksi hyvää tuotantotehokkuutta. Siksi he alkoivat tutustua 3D-tulostamiseen.
Kun he olivat asentaneet 3D-tulostustilat, tiimi asetti tavoitteet parantaa tuotantonsa tehokkuutta ja turvallisuutta. He alkoivat tarkastella sen mahdollisuuksia tuotannossa ja huomasivat nopeasti että 3D-tulostus voi tarjota heille joustavuuden ja nopeuden jota he tarvitsivat, kuitenkin samalla ollen helposti toteutettavissa oleva ja halpa ratkaisu.
“Olemme edelleen 3D-tulostamisen ensimmäisessä vaiheessa, mutta olemme jo säästäneet 70-90% kohteissa joissa päätimme hyödyntää 3D-tulostusta, myös toimitusajat ovat laskeneet saman verran.”

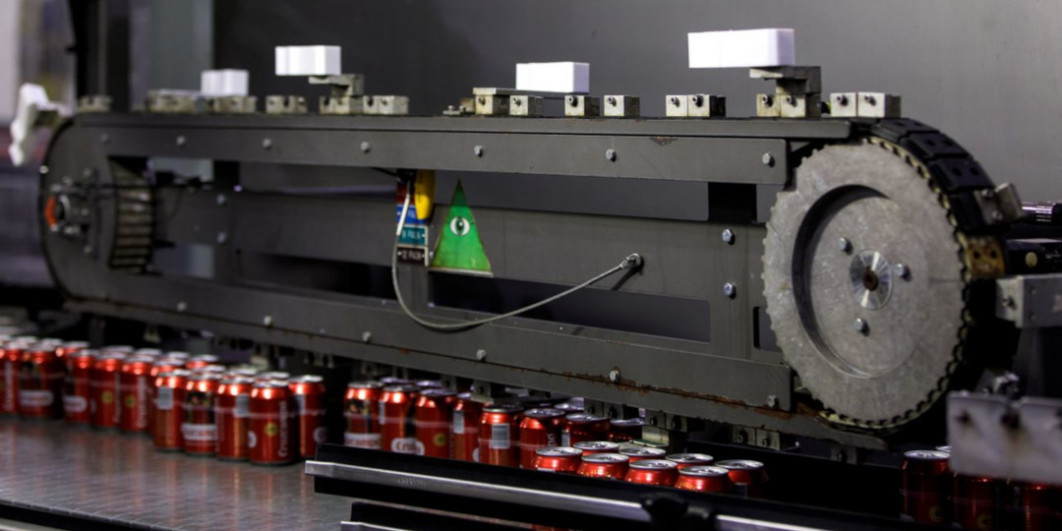
Heinekenin tuotantolinjasto Sevillessä
Turvallisuus ensin
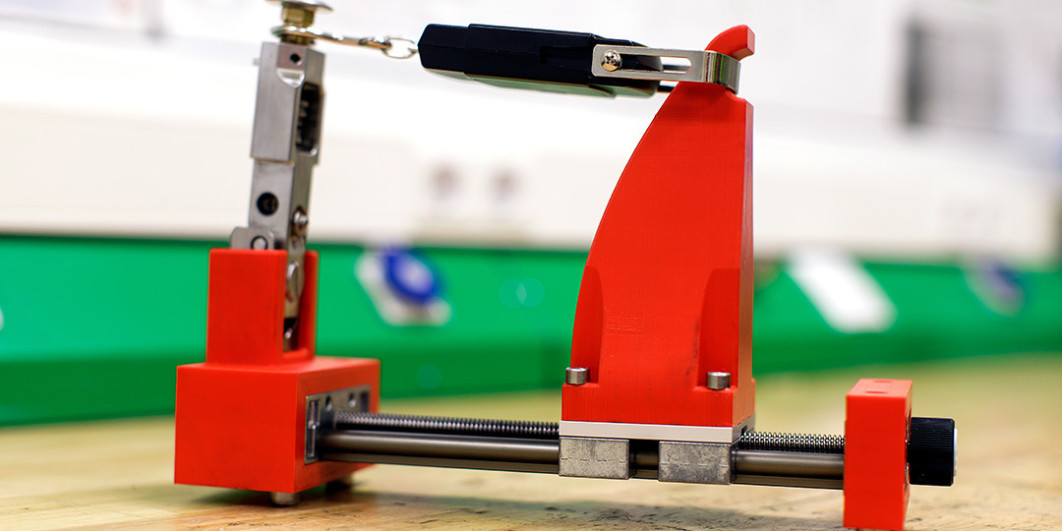
Työntekijöiden turvallisuus on ensisijainen prioriteetti Heinekenillä. Ensimmäinen käyttökohde tulostimelle olikin turvalukko, jota käytetään tuotantokoneiden huoltojen aikana. Näitä turvalukkoja asennettiin lähes kaikkiin koneisiin.
Turvalukot on tulostettu kirkkaan punaisesta filamentistä, jotta ne ovat helposti huomattavissa.

Heinekenin kustomoitu avainlokero. 3D-tulostettu turvalukko

3D-tulostettu turvalukko joka estää koneiden käynnistymisen huoltojen aikana
Funktionaalisia osia tuotantolinjastoihin
Nopeasti turvalukkojen tulostamisen jälkeen löydettiin uusia käyttökohteita tulostimille.
Ensimmäisenä lähdettiin tulostamaan hankalasti saatavia osia tuotantokoneisiin. Hankkimalla osia joita ei enään valmisteta alihankintana koneistamalla on kallista ja hidasta puuhaa.
3D-tulostetut funktionaaliset osat poistavat perinteisen valmistuksen suunnittelurajoituksia

3D-tulostettuja varaosia voi valmistaa aina tarpeen tullen, joten jokaista varaosaa ei tarvitse hankkia etukäteen varmuuden vuoksi varastoon
Osien suunnittelun optimoimista
Yksi hyvä puoli 3D-tulostamisessa on että uusien iteraatioiden tuottaminen on nopeaa ja halpaa, joten osien mallit voidaan hioa täydellisyyteen asti. Insinööri voi helposti suunnitella joitain osia uudestaan ja testailla niiden toimivuutta ilman että tarvitsee hukata aikaa ja rahaa alihankkijoihin.
Sevillen panimolla Juanin tiimi onnistui korvaamaan monia osia tuotantolinjastossa paremmin suunnitelluilla osilla. Esimerkiksi yksi liukuhihnan pullo-ohjureista oli suunniteltu huonosti. Se kaatoi usein pulloja hihnalla, josta aiheutui tukoksia. He huomasivat että syy tähän oli huonosti suunniteltu metalliosa. Se pystyttiin korvaamaan paremmin suunnitellulla 3D-tulostetulla osalla, joka ei kaatanut pulloja. Tästä syntyi vuositasolla huomattavia säästöjä.

Heineken optimoi liukuhihnan pullo-ohjurin 3D-tulostetulla osalla, joka toimi luotettavammin.
Työkaluja laadunvalvontaan ja ylläpitoon
Usein 3D-tulostimia käytetään lähinnä kustomoitujen työkalujen, jigien ja ohjureiden valmistukseen. Heineken on valmistanut monia tulostettuja työkaluja joilla helpotetaan ja nopeutetaan huoltotoimenpiteitä. Yleensä he käyttävät Ultimakerin Tough PLA filamenttia, koska se on helppo tulostaa ja siinä on ABS kaltaiset mekaaniset ominaisuudet. Yksi näistä työkaluista on stopperi koneeseen mikä laittaa etiketit pulloihin. Ennen 3D-tulostimen hankkimista tämä työkalu piti tilata koneistettuna alihankintana.
3D-tulostimen hankittua työkalujen valmistuskustannukset laskivat 70% ja työkalut olivat valmiina käytettäväksi jo seuraavana päivänä. Yksinkertainen kumileikkurityökalu tulostuu alle tunnissa, alihankintana toimitusaika sille on ollut noin 10-päivää.

3D-tulostetut työkalut tekevät huolloista helpompia ja nopeampia
Heineken on valmistanut kustomoituja työkaluja laadunvalvontaan
Oikeiden materiaalien valitseminen
Ultimakerin materiaaleista on löytynyt kaikki tarpeellinen Heinekenin käyttöön. Tulostetut kappaleet kestävät mekaanista kulutusta, korkeita lämpötiloja, kosteutta, sekä niihin kohdistuvia jatkuvia iskuja. Oikean materiaalin valinta on tärkeä käyttökohteen mukaan.
Heineken käyttää mm. Tough PLA, Nylon ja TPU -materiaaleja. Näillä materiaaleilla on erinomaiset mekaaniset ominaisuudet joita tarvitaan heidän käytössään. Tough PLA:ta käytetään usein työkaluissa, Nylonia osissa jotka toimivat yhdessä metalliosien kanssa, TPU taas on ideaalinen iskunvaimentimissa ja kun osaan tarvitaan pehmeä pinta suojaksi.

Osat suunnitellaan ja tulostetaan Heinekenin 3D-tulostuslaboratoriossa
Kokemuksia ensimmäisestä pilottitehtaasta
Testattuaan vuoden ajan Ultimaker S5 tulostinta pilottihankkeessaan, Heineken koki tulostimen erittäin hyödylliseksi. Sen avulla saatiin parannettua työntekijöiden turvallisuutta, toimitusaikoja, myös rahaa on säästynyt.
3D-tulostamalla tuotantolinjojen osia tarpeen mukaan, Heineken on onnistunut optimoimaan paremmin osien rakenteet, sekä saamaan tarpeen mukaan uusia osia nopeasti. Optimoimalla tuotantolinjaston osia Heineken on saanut nostettua tuotantolinjan tehokkuutta. Kustomoiduilla työkaluilla huoltojen tekemistä on helpotettu, sekä linjaston muuttamista uudelle tuotteelle on nopeutettu.
Heineken on laskenut että kustomoitujen työkalujen saaminen itse tulostamalla on nopeutunut noin 80%, myös niiden hankintakulut ovat laskeneet keskimäärin 80%.
“3D-tulostus on osoittautunut erittäin arvokkaaksi teknologiaksi, joka auttaa työntekijöitämme työskentelemään nopeammin ja tehokkaammin”

Juan Padilla Gonzáles(oikealla) on vastuussa onnistuneesta 3D-tulostus pilottihankkeesta
3D-tulostuksen käyttöönotto kansainvälisesti
3D-tulostuksen hyödyt Sevillen tehtaalla on noteerattu yhtiön johdossa. Heinekenin on alkanut selvittää 3D-tulostuksen hyötyjen laajentamista ja millaisia muita potentiaalisia hyötyjä 3D-tulostuksesta voisi saada. Lisäävä valmistus auttaa insinöörejä ja muita työntekijöitä tarkastelemaan haasteita ja mahdollisuuksia uudesta näkökulmasta.
3D-mallit ja suunnitelmat on helppo jakaa verkon kautta. Tämä nopeuttaa uusien osien ja työkalujen käyttöönottoa kansainvälisesti, kun osat voidaan lähettää digitaalisesti toiseen tehtaaseen jossa osa voidaan tulostaa. Se vähentää myös lähetyskuluja, sekä säästää luontoa.
Haluatko tietää lisää 3D-tulostuksen hyödyistä? Ota meihin yhteyttä tai pyydä tarjous asiakaspalvelu@3d-tulostus.fi
Alkuperäinen artikkeli: https://ultimaker.com/en/stories/52879-heineken-ensuring-production-continuity-with-3d-printing
Magigoo kampanja - kappaleet kiinni alustassa

Magigoo pitää kappaleen tiukasti lämmitetyssä tulostusalustassa tulostuksen ajan, mutta tulostusalustan jäähtyessä kappale irtoaa helposti. Magigoo on erityisesti suunniteltu käytettäväksi lasisen tulostusalustan kanssa, mutta sopii myös kylmälle alustalle tai teipin päälle. Liima on käytettävissä myös alumiinista tai PEI:stä valmistetuilla alustoilla.
Magigoo originalin lisäksi saatavilla myös erikoismateriaaleille suunnitellut liimat:
Magigoo original: PLA, ABS, PETG, ASA, CPE, TPU, HIPS yms.
Magigoo PC: Polykarbonaatille
Magigoo PA: Eri polyamidit(nailonit), myös rikastetut
Magigoo PP: Polypropeeni ja muut polyolefiinipohjaiset
Magigoo PPGF: Lasikuituvahvisteiselle polypropeenille
Klikkaa tästä Magigoo Pro pakettiin
Mitä on lämpölaajentuman aiheuttama warppaus ja mistä se johtuu?
Muoveja sulattaessa ne laajenevat hieman ja jäähtyessä taas kutistuvat. Toisissa materiaaleissa lämpölaajentuma on huomattavan suurta, kun toisissa materiaaleissa se on niin pientä ettei se aiheuta helposti ongelmia.

Warppaus, eli kappaleen vääntyminen, aiheutuu kun kappaleen eri kerrokset kutistuvat jäähtyessään. Kappaleen kutistuma aiheuttaa vetovoiman, joka nostaa erityisesti kulmikkaissa tulosteissa nurkkia ylöspäin”. Ongelmallisia ovat esimerkiksi kulmikkaan kotelotulosteet, joissa reunojen alueella on eniten materiaalia. Joillain materiaaleilla huonoissa tulostusolosuhteissa kutistuma voi aiheuttaa jopa kerrosten rakoilua keskeltä tulostetta.
Miten ehkäistä warppaamista?
Warppausta ehkäistään välttämällä suuria lämpötilaeroja kappaleen eri kohdissa tulostuksen aikana sekä tehokkaalla ja oikean tyyppisellä tulostusalustan liimalla.
Kotelointi tulostimessa auttaa pitämään lämpötiloja tasaisena tulostusalueella, sekä estää viileitä ilmavirtauksia vaikuttamasta kappaleeseen tulostuksen aikana. Kotelointi tai lämmitetty tulostusala ovat lähes välttämättömiä esimerkiksi ABS-materiaalin kanssa.
Ensimmäisen kerroksen korkeus, tulostusnopeus ja materiaalin virtausmäärä vaikuttavat siihen, miten hyvin kappale pysyy alustassa. Myös paksu kuori sekä korkea täytön määrä altistaa kappaletta warppaukselle.
Usein ajatellaan, että alustan lämpötilaa nostamalla saadaan ehkäistyä warppaamista. Liian korkea alustan lämpötila voi tosin pehmittää kappaleen ensimmäistä kerrosta ja voi siten pahentaa warppaamista. Myös jotkin liimat pitävät huonommin liian korkeassa lämmössä.
Tässä linkki testikappaleeseen alustan lämpötilan optimoimista varten.
Muita vinkkejä:
-
Brim käyttäminen auttaa pitämään kappaleen alustassa kiinni.
-
Magigoo -liimaa voi levittää hankalien mallien ja materiaalien kanssa 2-3 kerrosta.
-
Terävät kulmat aiheuttaa warppausta herkemmin kuin pyöreät.
-
Isoimman pinnan asettaminen tulostusalustaa vasten vähentää warppausta.
-
Esimerkiksi lasikuituvahvisteinen polypropeeni ja jotkut elastomeerit pysyvät parhaiten kiinni kun alusta on lämmin vain ensimmäisen kerroksen aikana ja jälkimmäisissä kerroksissa tuuletin on päällä.
-
Pyri vähentämään tulosteisiin kohdistuvia lämpötilanvaihteluita.
Oodi - Maailman paras uusi kirjasto!

Oodi, Helsingin keskuskirjasto sijaitsee hyvällä alueella niin keskustan asukkaille, kuin turisteillekin vierailtavaksi
Lue alkuperäinen uutinen: https://yle.fi/uutiset/3-10940050
Nyt tämä uusi kirjasto on valittu maailman parhaaksi uudeksi kirjastoksi kansainvälisessä kirjastokonferenssissa.
Maker3D on kiitollinen saadessaan auttaa uutta kirjastoa luomalla heille mahdollisuuden tarjota 3D-tulostusta yhtenä palveluna yhdessä Ultimaker 3D-tulostimien kanssa. Löydät ison joukon Ultimaker 3D-tulostimia heidän pajatiloistaan. Noissa tiloissa voit käydä tutustumassa tulostimiin ja kenties tulostaa itsellesi jotain. On ollut hyvä nähdä kunnan ja kirjastojen ottavan 3D-tulostamisen yhdeksi heidän palveluistaan, sillä tämä auttaa alan uusia harrastajia tutustumaan mahdollisuuksiin ja uuteen tyyliin luoda asioita.
On hienoa nähdä suomalaisten kirjastojen kulkevan työpajatoiminnan suunnannäyttäjänä. Pääkaupunkiseudulla on jo pitkään ollut 3D-tulostimia vapaassa käytössä. Nyt myös maakunnat ovat aktivoituneet. Tulostimien käyttöaste on erittäin korkea, jopa yrityksiin verrattuna. Positiivista käyttäjäpalautetta on tullut erityisesti Ultimaker 3D-tulostimien laadusta sekä helppokäyttöisyydestä. Tuotteiden käyttövarmuuden takaa tukipalvelumme.
BASF Ultrafuse 316L

BASF Ultrafuse 316L filamentti
Filamentti sisältää 90% ruostumatonta terästä sidosaineen seassa ja on tarkoitettu käytettäväksi perinteisten pursottavien (FFF/FDM) 3D-tulostimien kanssa.
Tulostimen vähimmäisvaatimukset ovat:
+ 250 °C tulostuspään lämpötila.
+ 90-100 °C alustan lämpötila.
+ Sulkeutuva tulostuskammio ja pieni ilmavirtaus kammion sisällä.
Suositellut vaatimukset:
+ 280 °C tulostuspään lämpötila.
+ 130 °C alustan lämpötila.
+ Sulkeutuva ja lämmitettävä tulostuskammio.
+ Kahden tulostusmateriaalin tulostusmahdollisuus.
3D-tulostimella luodaan niinsanottu raakatuloste, joka jälkikäsittelyllä muutetaan 316L-luokan rosterikappaleeksi. Jälkikäsittelyyn kuuluu kappaleen sidosaineen poisto, joka tapahtuu typpihappokaasun avulla (debinding). Tämän jälkeen kappale vielä sintrataan, jonka jälkeen kappale on kiinteää terästä. Kappale on tämän jälkeen jälkikäsiteltävissä, kuten muut teräkset (hionta/koneistus).
Olemme testanneet materiaalin tulostusta Ultimaker-tulostimilla onnistuneesti ja oma tuotantomme on kehittämässä koneistoa, jonka avulla voimme tarjota valmiita tulosteita palvelumme kautta. Ole yhteydessä!
BASF:n Youtube-kanavalta löydät valmistamiseen liittyviä videoita: https://www.youtube.com/channel/UC9N502L5KC5rkALJXxglMnw
Voit lukea BASF:n oppaan materiaalista seuraavasta PDF-tiedostosta:
https://forward-am.com/wp-content/uploads/2020/05/User-Guidelines.pdf
Tulostusmateriaalin julkaisuinformaatio:
https://www.basf.com/global/en/who-we-are/organization/locations/europe/german-companies/basf-3d-printing-solutions-gmbh/metal-solutions/Ultrafuse_316L.html
L3Harris asiakastarina: https://forward-am.com/wp-content/uploads/2020/06/Ultrafuse-316L-L3Harris.pdf
(Artikkelia päivitetty 1.9.2020)
Uusi BVOH -tukimateriaali vs PVA

BVOH-ominaisuudet:
-
Materiaalin tulostusvarmuus ja käytettävyys parempaa kuin PVA:ssa sekä tulostusjälki on lähes PLA:n tasoista.
-
Materiaali liukenee huomattavasti nopeammin veteen kuin PVA.
-
Ei yhtä herkkä ilmankosteudelle kuin PVA, suositellaan kuitenkin säilytettävän kuivassa varsinkin pidempiaikaisessa käytössä*.
*Olemme pitäneet 3-viikkoa BVOHia testimielessä lämpimässä ja melko kosteassa sisäilmassa. Tulostusjälki on edelleen yhtä hyvä kuin suoraan paketista, mutta filamentin pinta mennyt ehkä hieman nihkeämmäksi. PVA ei olisi säilynyt montaa päivää hyvänä samassa tilassa.
Yhteensopivat materiaalit mm.
-
PLA(myös tough PLA ja Pro1)
-
ABS(myös fusion+)
-
Nailonit
-
PET muovit
Ultimaker PVA vs BASF BVOH liukenemistesti:

BVOH ylempänä ja PVA alempana. PVA pinta oli vasta alkanut muuttua limaiseksi, kun BVOH oli jo puoliksi liuennut.
Siirrymme käyttämään omassa tuotannossa BVOH tukimateriaalia PVA sijasta. Suosittelemme 0.8mm suutinta tukimateriaalien tulostukseen. Tukia tulostettaessa tulostustarkkuudella ei ole niinkään väliä, suuremmalla suuttimella saavutetaan huomattavasti nopeampia tulostusaikoja ja saadaan parannettua tulostusvarmuutta kaikilla materiaaleilla.
PreForm 3.0.3 ladattavissa
Preform on Formlabsin viipalointiohjelmisto, jota käytetään yhdessä Form 3D-tulostimien kanssa. Ohjelmaa käytetään esimerkiksi määrittelemään haluttujen kappaleiden tulostusasennot, tukirakenteet, tulostusmateriaalit ja tulostustarkkuudet.
Ohjelman käytöstä on tehty mahdollisimman selkeää, joten se ei vaadi juuri opettelua. Ohjelmassa on yksinkertaisimmillaan “one click print”, jonka avulla ohjelma päättää halutut muuttujan ja luo tulostustiedoston valmiiksi tulostettavaksi yhdellä napin painalluksella.
PreForm sisältää myös mahdollisuuden asettaa tulosteille asetukset käsin. Preform myös tulkitsee kappaleiden tulostettavuutta ja varoittaa mikäli havaitsee ongelmia.
Lisäksi Formlabsilla on oma “Kojelauta”/Dashboard, joka on yhteydessä tulostimiini ja on tietoinen niiden tilasta. Ohjelmistolla voi valvoa ja hallita useamman tulostimen kanssa tulostusjonoa ja niiden töitä.
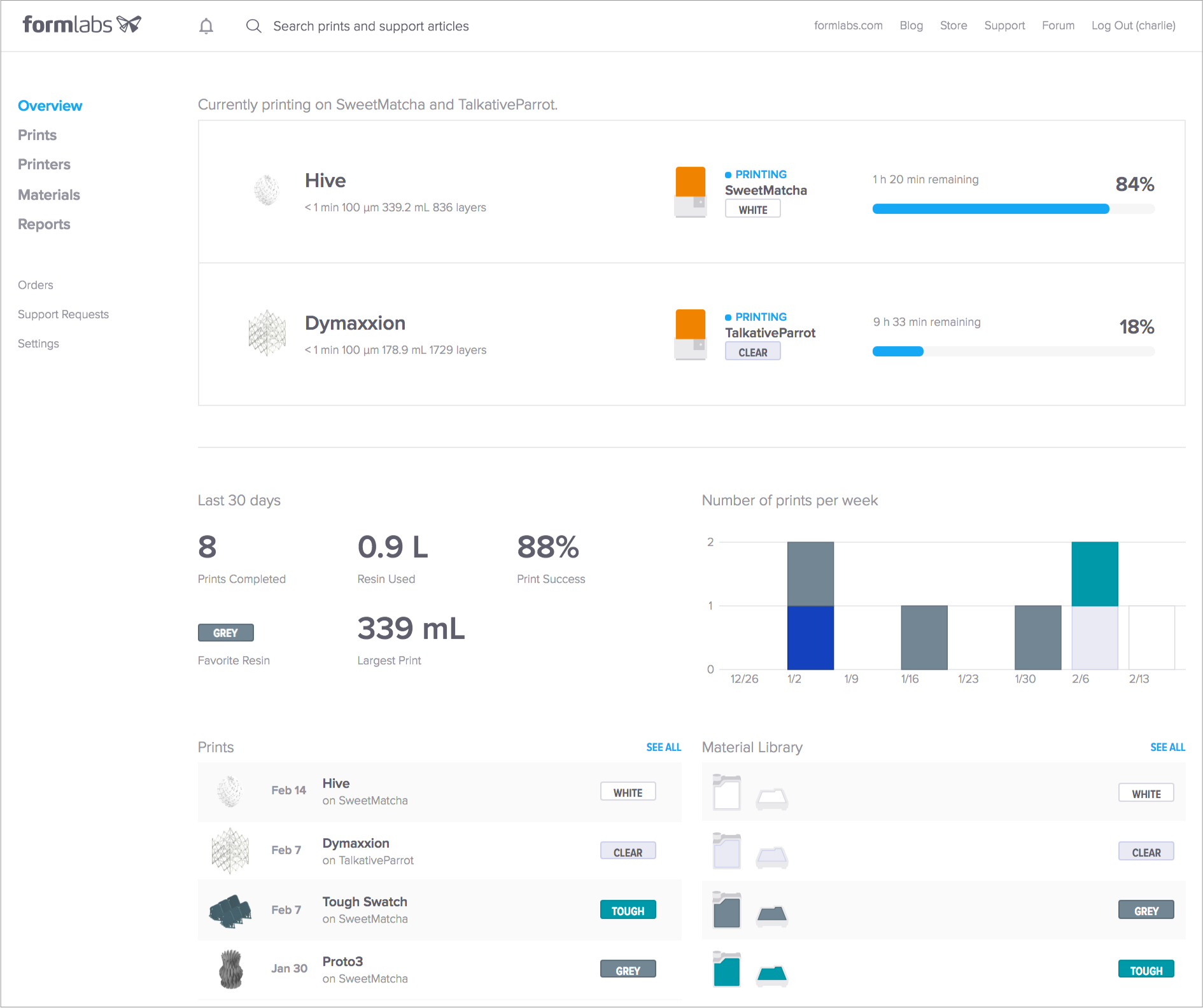
Dashboardin avulla voi myös suorittaa tulostustarvikkeiden varastonhallintaa. Dashboard pitää yllä tietoa tulostusmateriaalien kulutuksesta, jonka avulla voi ennakoida materiaalihankintoja.
Form 3 on myös mahdollista käynnistää Dashboardin avulla etänä mikäli tulostin on valmiustilassa.
Tutustu uusimpaan PreForm 3.03 versioon Formlabsin kotisivuilla: https://formlabs.com/software/
Uusi Cura 4.2 nyt ladattavissa

Tässä päivityksessä on keskitytty käyttöliittymän parannuksiin joilla saadaan yksinkertaistettua tulostuksen työnkulkua.
Paras ohjelmistotyökalu -palkinnon voittaja
Ultimaker Cura nimettiin vuoden parhaaksi ohjelmistotyökaluksi 3D Printing Industry 2019 palkintogaalassa https://3dprintingindustry.com/news/2019-3d-printing-industry-awards-winners-announced-156727/
Paras käyttökokemus tähän päivään mennessä
Ortographic view. Uusi ortografinen näkymä helpottaa mittojen hahmottamista. Löydät uuden näkymän View > Camera view > Ortographic
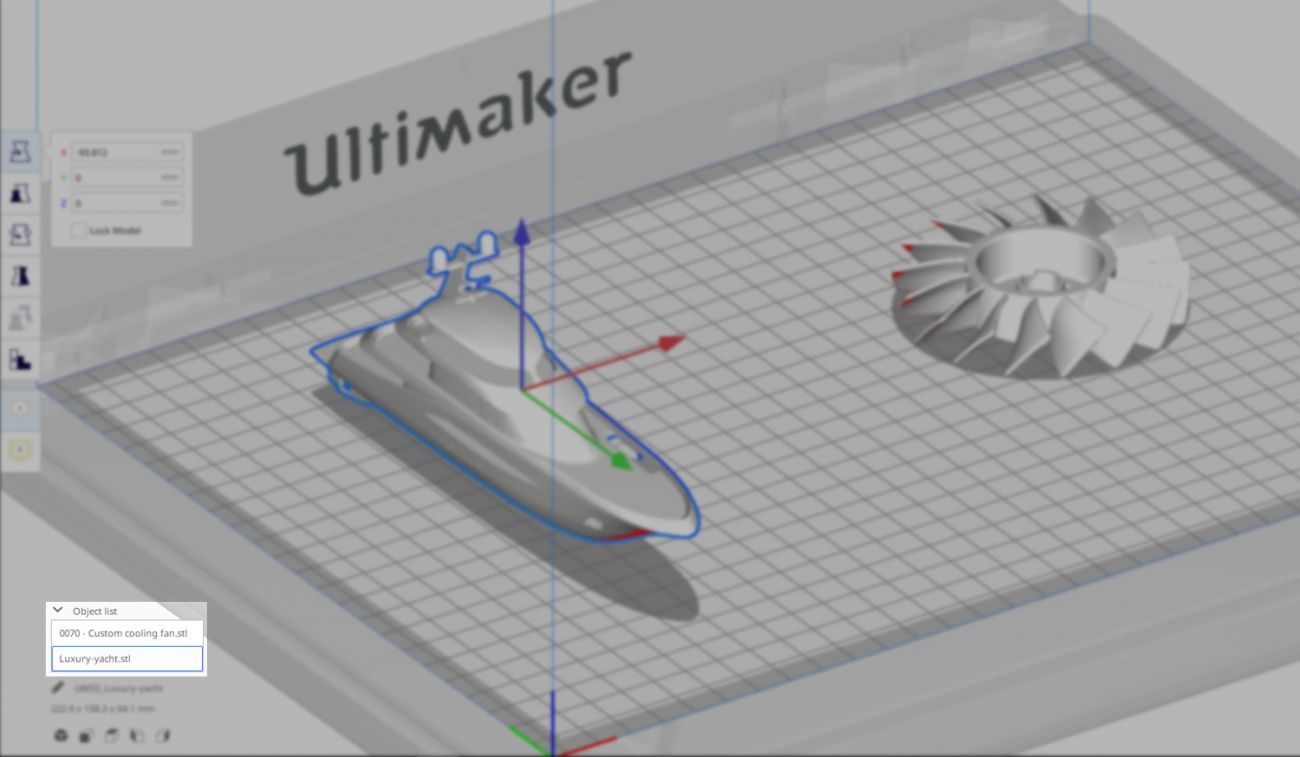
Objektilista. Uusi ponnahdusikkuna helpottaa erottamaan eri objektit toisistaan. Klikkaa objektia ja näet sen tiedostonimen tai klikkaa tiedostonimiä valitaksesi objekteja.
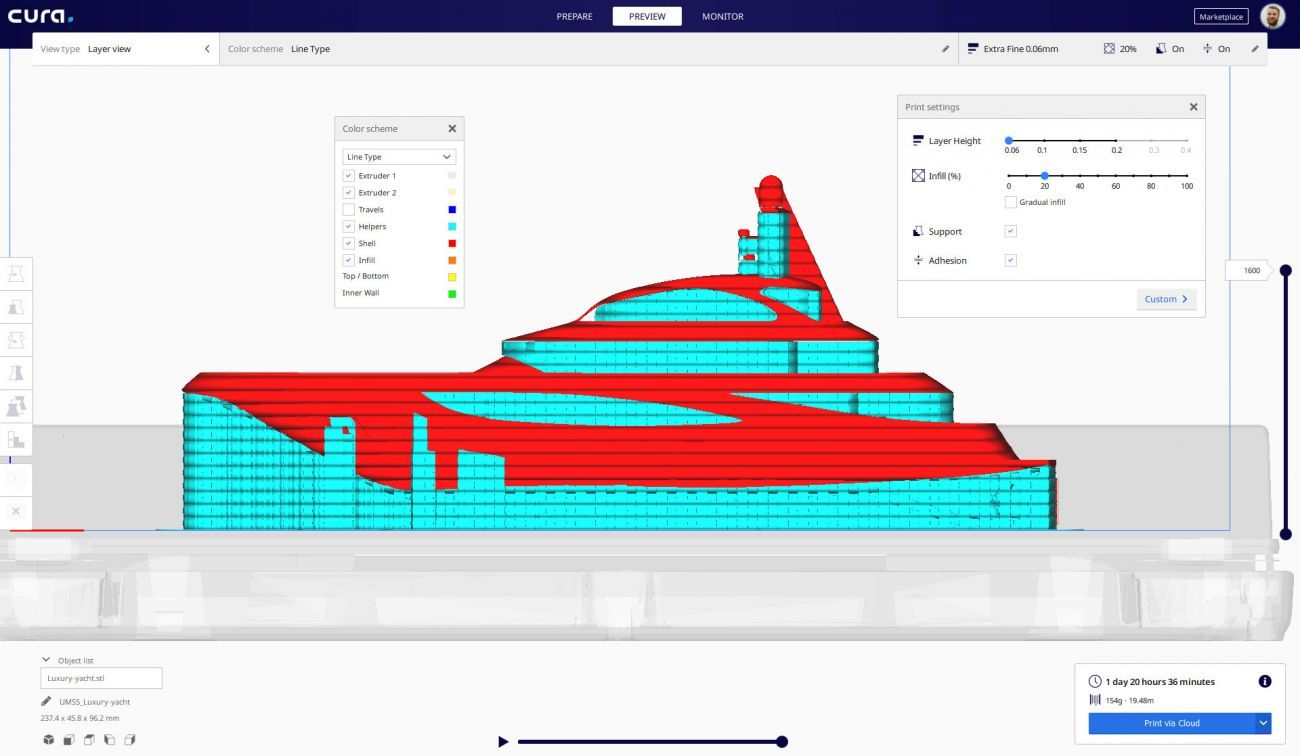
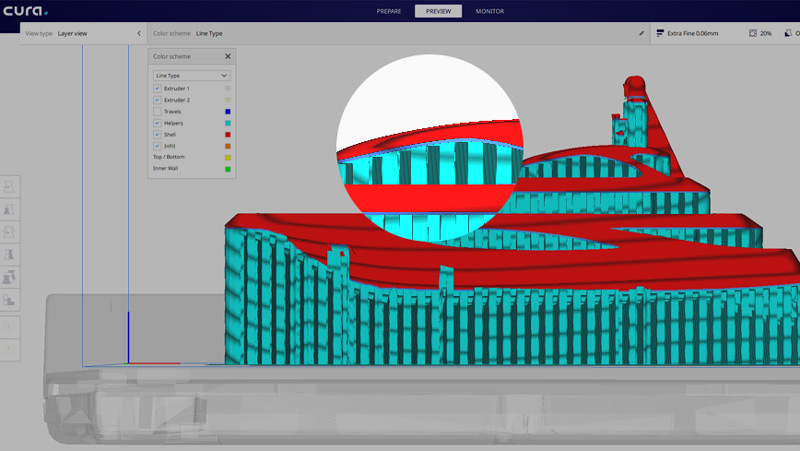
Layer view line type. Tulosteen eri rakenteiden värejä on vaihdettu layer view näkymässä. Kappaleen täyttö on nyt oranssi ja tukien liittymiskohta hyvin erottuvalla sinisellä.
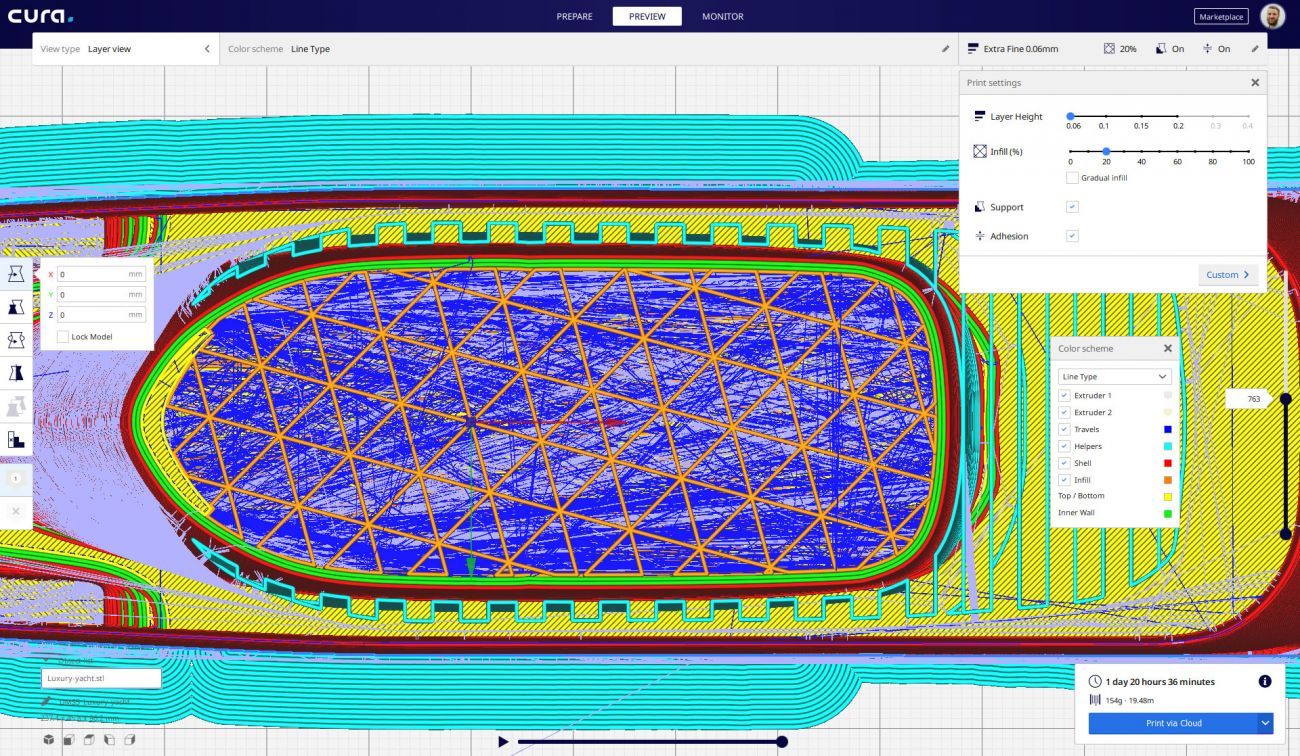
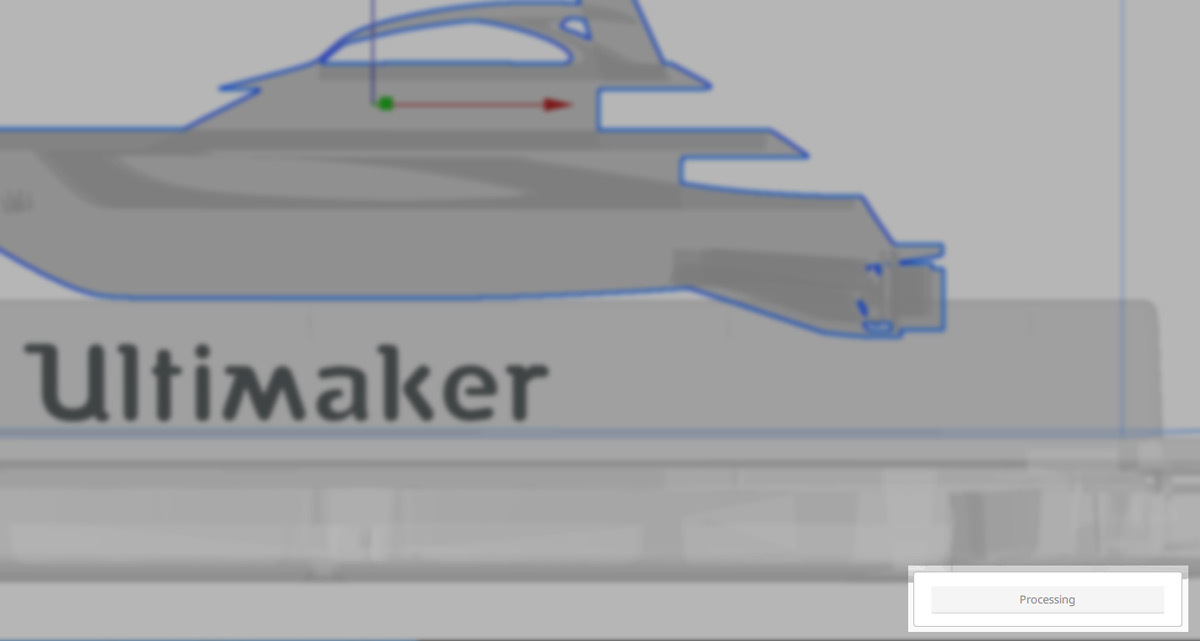
Slice painikkeen parannus. Slice-painikkeeseen tulee lukemaan “processing” sen painamisen jälkeen.
Suorituskykyinen viipalointiohjelma
Nozzle switch prime distance. Jotkin materiaalit vuotavat suuttimesta ulos toisia enemmän vaikka pursotus olisi lopetettu. vgribinchuk https://github.com/vgribinchuk on tehnyt uuden asetuksen jonka avulla voidaan hienosäätää etäisyyttä jolla pursotus aloitetaan, jotta materiaalia tulee juuri oikeassa kohtaa oikean verran tulostusytimen vaihdon jälkeen kahden tulostuspään tulostuksissa.
Smart Z seam. Tämä uusi asetus analysoi kappaleen, jotta kerroksen aloituskohdat asetetaan niin että näkyvät saumat minimoidaan.
Flow per feature. Voit asettaa viivanleveyden erikseen materiaalin virtausasetuksista. Voit säätää materiaalin virtausta tietyissä kappaleen elementeissä erikseen, kuten esimerkiksi seinämissä tai täytössä.
Laajennettu kolmannen osapuolen tulostimien tuki
Creawsome modi. Tässä versiossa on trouchin https://github.com/trouch tekemä modi jonka avulla voidaan käyttää useita Crealityn tulostimia.
Bugikorjauksia
Päivityksessä on korjattu useita bugeja fonttien renderöinnissä, yksittäisten kappaleiden tulostusasetuksissa, turhia liikkeitä tulostuksen aikana yms.
Lataa uusi Cura 4.2 ilmaiseksi täältä: https://ultimaker.com/software/ultimaker-cura
Kauppaa pyörittää