")
")

Webshop News
News
ROMUT POIS NURKISTA!
Uutena kampanjana tarjoamme teille mahdollisuuden vaihtaa vanhan sarjavalmisteisen 3D-tulostimen uuteen!

Kampanjatarjous antaa 300€ hyvityksen mihin tahansa meidän myymäämme 3D-tulostimeen.
Kampanja on voimassa koko kuluvan vuoden (päättyy 31.12.2016)
Mikäli olet kiinnostunut, käythän täyttämässä lomakkeen sivuillamme: http://www.3d-tulostus.fi/romut-pois-nurkista-kampanja
Ohje: Oman leimasimen valmistus Form 2 -3D-tulostimella
Formlabs on julkaissut artikkelin missä opastetaan käyttäjää oman leimasimen valmistamisessa Form 2 -3D-tulostinta käyttäen.
Artikkelin löydät sivulta:
http://formlabs.com/stories/3d-print-custom-stamps/

Uutiset: Formlabs webinar
Formlabs järjestää webinaarin missä käydään SLA-tekniikalla tapahtuvaa 3D-tulostusta läpi.
Voit rekisteröityä Formlabsin järjestämään webinaariin osoitteessa: http://formlabs.com/understanding-sla-3d-printing/
Webinaari alkaa 8.9. kello 20:00 ja päättyy kello 21:00
Webinaarin sisältönä:
- Form 2 järjestelmän yleiskuvaus
- Tukirakenteiden esittely
- Vinkit tulostusasentoon
- PreForm kurssi
- Yleisten tulostusvirheiden läpikäynti
- Tulostustarkkuuden esittely
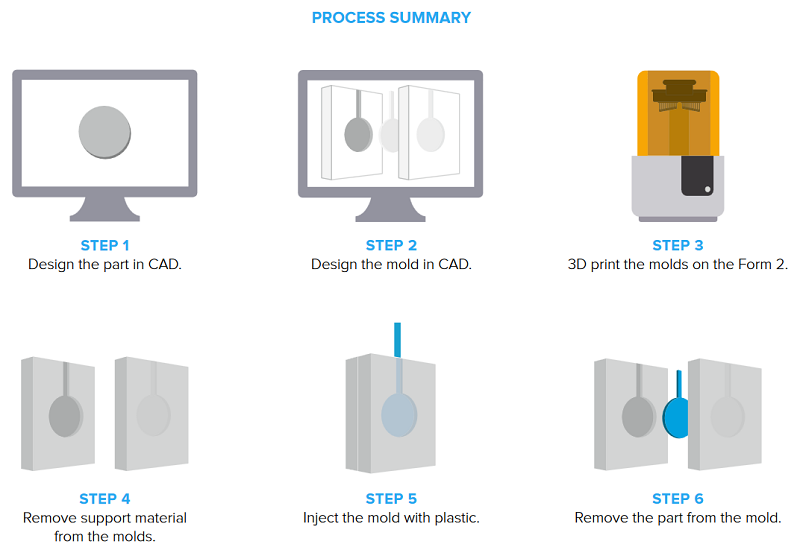
Uutiset: Formlabs valumuotit
Formlabs on julkaissut dokumentaation valumuottien valmistusprosessista.
Dokumentaatiossa käydään läpi valumuottien valmistusvaiheet, tulokset ja jatkotestaus. Dokumentin lopussa käydään lisäksi läpi 3D-tulostetun muotin suunnittelussa ja tulostuksessa huomioitavia seikkoja.
Dokumentin voit käydä lataamassa osoitteesta: http://formlabs.com/injection-molding/
Uutuus: Ultimaker materiaalit
Ultimaker on laajentanut materiaalivalikoimaansa uusilla FDM/FFF -erikoismateriaaleilla.
Alta löydät lyhyen kuvauksen materiaalien tärkeimmistä ominaisuuksista.
CPE+
CPE+ omaa hyvän kemikaalien kestävyyden, kovuuden ja muotovakauden. Lisäksi materiaali kestää jopa 100 celsiusasteen lämpötilan.

Nylon
Nailoni on lujimpia tulostusmateriaaleja. Se on hankauksenkestävä ja luja materiaali. Ultimaker Nylon on lisäksi suunniteltu sietämään kosteutta, jolloin sen tulostaminen on helpompaa.

PC
Polykarbonaatti on hyvä kohteissa missä tulostetulta kappaleelta vaaditaan suurta lämpötilankestoa. Materiaali kestää jopa 110 celsiusasteen lämpötilan.
TPU 95A
TPU minkä Shore-arvo on 95. Tämä tekee siittä hiukan kimmoisan ja joustavan materiaalin. Materiaali kestää myös lisäksi kulutusta ja kemikaaleja.
Uutuus: Formlabs Dental SG
Tuotevalikoimastamme löytyy muunmuassa hammaskirurgiassa käytettävä Formlabs Dental SG hartsi.
Luokan 1 Dental SG -hartsi on suunniteltu erityisesti käytettäväksi porausohjaimissa.

Työvaiheet ovat yksinkertaiset:
-
Aluksi avuste suunnitellaan implatinsuunnitteluohjelmistossa käyttäen apuna hammasröntgeniä ja suun sisäisiä skannaustietoja.
-
Tämän jälkeen suunniteltu avuste tulostetaan Form 2 -3D-tulostimella käyttäen Dental SG -hartsia. Tulostettu kappale jälkikovetetaan valokammiossa. Siitä poistetaan tukimateriaalit ja porauskaulukset lisätään.
-
Tulostettu kappale desinfioidaan ja tämän jälkeen se on valmiina käytettäväksi.
Uusien digitaalisten toimintamallien avulla hammaskirurgin työskentely tehostuu. Hammasimplantit voidaan suunnitella tarkkaan ottaen huomioon potilaan tarpeet. Tulostetut avusteet kykenevät keskimäärin +/- 100 mikronin tarkkuuteen yli 93% pinta-alasta 3D-malliin verrattuna.
Hartsi täyttää seuraavat standardit:
-
EN-ISO 10993-1:2009/AC:2010
-
EN-ISO 20795-1:2013
- EN-ISO 7405:2009/A1:2013
Artikkeli: Tulosteiden siloitus
Tässä lyhyessä artikkelissa käydään läpi suihkutettavan fillerin/kitin käyttöä.
Aerosolivalmistajia on useampia ja eri värisävyjä. Täyttöasteet voivat myös vaihdella. Tässä artikkelissa käytetty filleri on Bilteman spraykitti. Kittejä käytettäessä on hyvä miettiä niiden soveltuvuutta käyttökohteen mukaan. Mikäli halutaan säilyttää mittatarkkuudet liitoksissa ja yksityiskohdat pinnoissa, ei tule kittejä käyttää. Tässä artikkelissa käytetty kappale on heijastin ledivalaisimeen, jonka pinnat haluttiin kiiltävän valkoisiksi.
Lähtökohtaisesti spraykitti soveltuu pienien pintakarkeuksien tasoittamiseen, eikä sillä voida suuria virheitä korjata. On siis syytä jo tulostusvaiheessa kiinnittää huomiota pinnanlaatuun. Kerrosvahvuudet on pidettävä pieninä, jolloin säästytään ylimääräiseltä jälkikäsittelyltä.
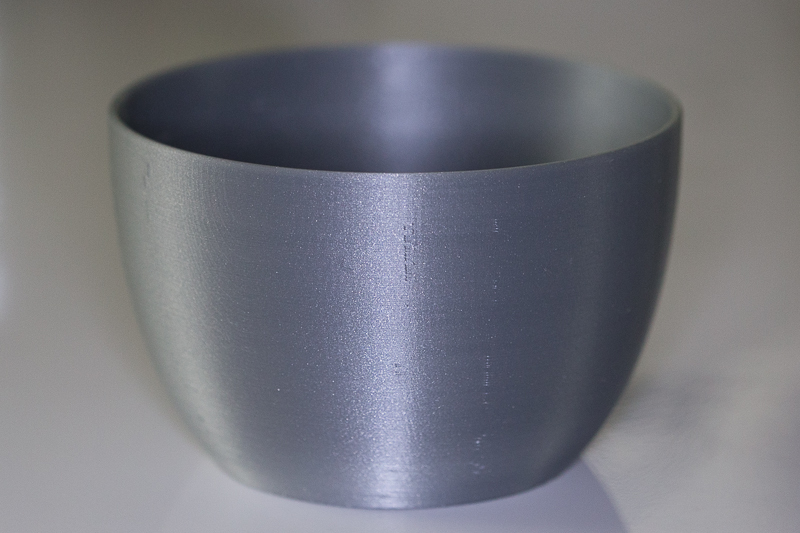
Kuva 1. Tulostettu kappale
Tulostimesta tullut kappale on valmiina käsittelyyn. Ei ole suositeltavaa hioa tulostettua kappaletta, jottei hiontapölyä pääse huokosiin. Tällöin filleri pääsee tarttumaan pintaan mahdollisimman hyvin.

Kuva 2. Ensimmäinen kerros.
Kuvan tulosteeseen on suihkutettu yksi kerros filleriä. Tämän vaiheen jälkeen kappale tulee hioa. Suosittelen suorittamaan hionnan juoksevan veden alla käyttäen vesihiomapaperia ja -tyynyä.

Kuva 3. Hionta suoritettu
Kuva 4. Tulosteen epätasaisuus.
Ensimmäisen kerroksen hiomisen jälkeen paljastuu kappaleen epätasaisuus, jota filleri on peittänyt. Suosittelen toistamaan filleri-hionta -käsittelyn vähintään kaksi kertaa, jotta pinta tasoittuu pohjamaalausta varten. Mikäli halutaan, voidaan myös fillerin päälle maalata lopullinen pintamaali, mutta oikean sävyisen pohjamaalin käyttö voi olla suotavaa, jos halutaan erikoisempia värisävyjä.

Kuva 5. Lopullinen pinta

Kuva 6. Valmis jälkikäsittely
Kappaleelle tehtiin kaksi fillerikäsittelyä ja neljä pintamaalauskäsittelyä. Kahden pintamaalauskerroksen jälkeen pintaa hiukan hiottiin ennen kahta viimeistelevää kerrosta. Lopullisen maalipinnan tasaisuun on kohtuu hyvä ottaen huomioon käytössä olleen normaalit aerosolitarvikkeet.
Terveisin,
Keijo Johansson
Artikkeli: Koristelistat - Osa 1
Tässä artikkelissa käydään läpi ikkunoiden koristelistojen valmistaminen 3D-tulostamalla.
Tämä artikkeli esitellään vaiheittain ja ensimmäisen osan teemana on mallintaminen. Mallintamisessa käytetty ohjelmisto on Rhinoceros 5.
Ennen mallintamista on syytä ottaa huolella tarvittavat mitat ikkunoista mihin listoja tullaan asentamaan. Kyseisen asennuskohteen ikkunoissa oli vaihtelua ja listat mallinnettiin isoimman ikkunan mittojen mukaan.

Kuva 1. Profiilin luominen.
Listoille haluttiin pelkistetty profiili, joka aloitettiin leveyden määrittämisellä. Listojen leveys 15mm asetettiin malliin janalla ja sen päädyistä keskelle piirrettyjen ellipsien korkeus asetettiin 1.5mm arvoon. Janan keskelle asetettiin 2mm korkeusarvolla oleva ellipsi minkä pituus lukittiin reunimmaisten ellipsien keskelle.

Kuva 2. Profiilin luominen valmis.
Profiili viimeisteltiin käyttäen "trim"-komentoa, jonka avulla ellipseistä leikattiin ylimääräiset osat pois risteävillä janoilla. Lopuksi irrallaan olevat janat yhdistettiin yhtenäiseksi kuvioksi.

Kuva 3. Profiilin kuvion pursoitus.
Valmis kuvio pursoitettiin kahdeksi kiinteäksi kappaleeksi (565mm ja 460mm) "extrude"-komennolla, jolloin lopputuloksena kaksi suljettua muotoa (solidia). Toinen kappale käännettiin 90-astetta ja asetettiin haluttuun kohtaan. Asettelun jälkeen kappaleet yhdistettiin "boolean union"-komennolla. Tämän lopputuloksena yksi solidi. Tämä kappale olisi jo valmis tulostettavaksi, mutta käytettävä tulostin (Ultimaker 2+) on liian pieni kyseisen kappaleen yhtenäiseen tulostukseen. Kappale jouduttiin tästä syystä leikkaamaan pienempiin osiin.

Kuva 4. Kappaleen leikkaaminen.
Kappaleeseen mallinnettiin leikkausavusteet sopiviin paikkoihin, jotta tulostus olisi mahdollista Ultimaker 2+:n alustalla. Leikkausavusteiden muoto on hyvä valita siten että jälkikäsittelyvaiheessa kohdistaminen on mahdollisimman helppoa. Lisäksi leikkauskohtiin on hyvä mallintaa esimerkiksi 3mm reikä lävistämään molemmat pinnat samansuuntaisesti, jotta kohdistamisen apuna voidaan käyttää tulostusmateriaalista leikattua tappia. Kappaleiden paksuus oli kuitenkin liian pieni, joten tappien käyttö ei ollut järkevää. Leikkausavusteilla kappale jaettiin useampaan osaan "boolean split"-komennolla.

Kuva 5. Lopullinen malli.
Kappaleen leikkaamisen jälkeen on osat tulostettavia. Cura:ssa tarkistamiseen jälkeen havaittiin, ettei keskikohta mahtunut täysin alustalle, joten siihen tuli toteuttaa yksi lisäleikkaus.
Seuraavassa osassa käydään läpi tulostaminen ja jälkikäsittely...
Terveisin,
Keijo Johansson
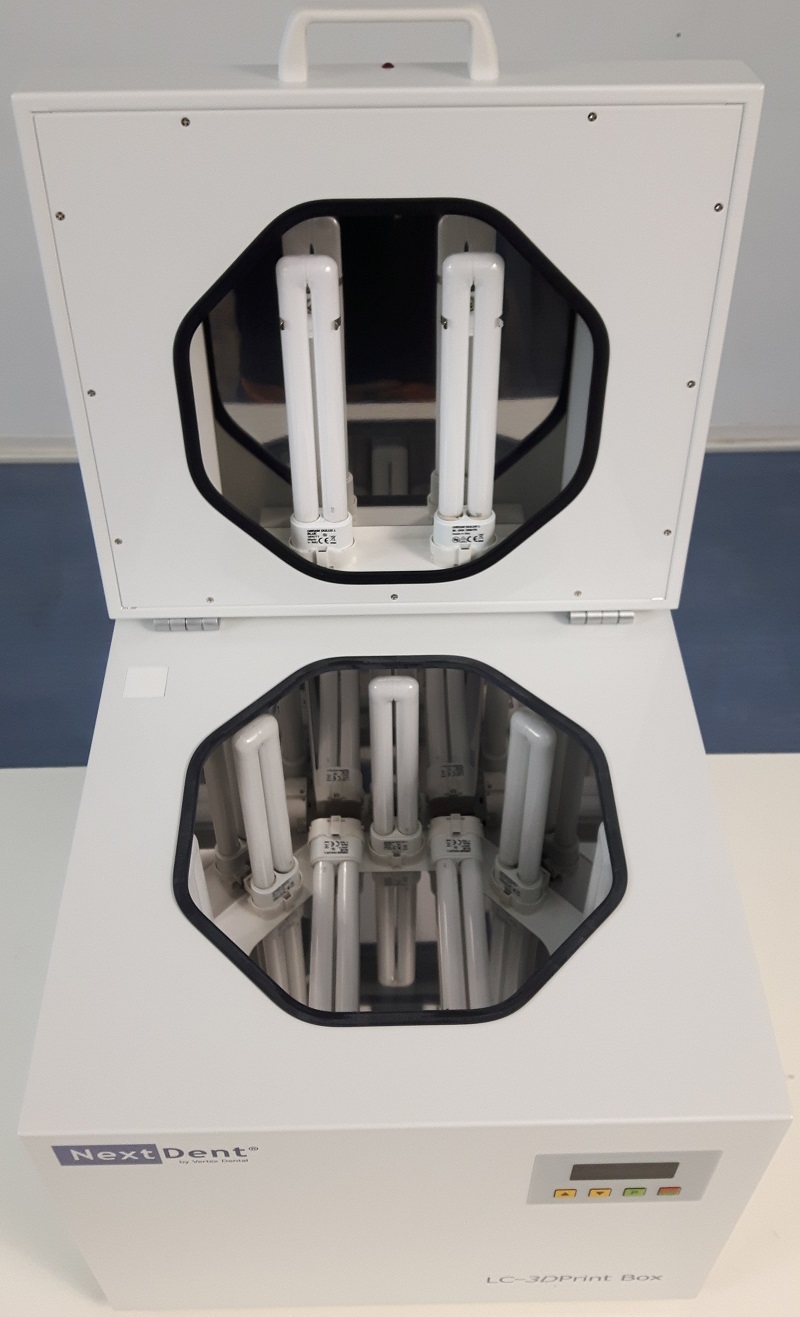
Vertex Dental Next Dent LC-3D Print Box
LC-3D Print Box on SLA-tekniikalla tulostettujen kappaleiden kovettamiseen tarkoitettu vankkarakenteinen laitteisto, jonka ominaisuudet ja valoteho riittävät vaativaan käyttöön. Kun haluat materiaaleista täydet ominaisuudet käyttöösi, kappaleiden jälkikäsittely UV-kammiossa on välttämätöntä. Formlabs ja 3D-tulostus.fi suosittelee vilpittömästi.
 Myyntipakkauksen sisältö: LC-3D Print Box, käyttöohje,12 x OSRAM DULUX L BLUE UVA-polttimoita, kahvallinen pohjaritilä ja virtajohto.
Myyntipakkauksen sisältö: LC-3D Print Box, käyttöohje,12 x OSRAM DULUX L BLUE UVA-polttimoita, kahvallinen pohjaritilä ja virtajohto.
LAITTEEN KOKOAMINEN KÄYTTÖKUNTOON
1. Kannen UV-polttimoiden paikoilleen asennus
Aseta polttimot kannen metallisiin pidikkeisiin ennen kannan paikoilleen kytkemistä. Polttimot tulee asentaa siten, että kannassa oleva teksti jää näkyviin. Polttimo asettuu paikalleen kevyesti alaspäin painamalla.

2. Kammion polttimoiden asennus
Kammion polttimot asennetaan samalla tavalla kuten kanteekin, ainoastaan metalliset pidikkeet puuttuvat.
3. Pohjaritilän asettaminen
Ota Kiinni ritilän kahvoista ja laske se kammion pohjalle varoen polttimoita.

4. Virtajohto
Virtajohto kytketään laitteen taakse, vasempaan alanurkkaan.

5. Päävirtakytkin
Käynnistä laite oikeasta sivusta löytyvällä vihreällä kytkimellä.

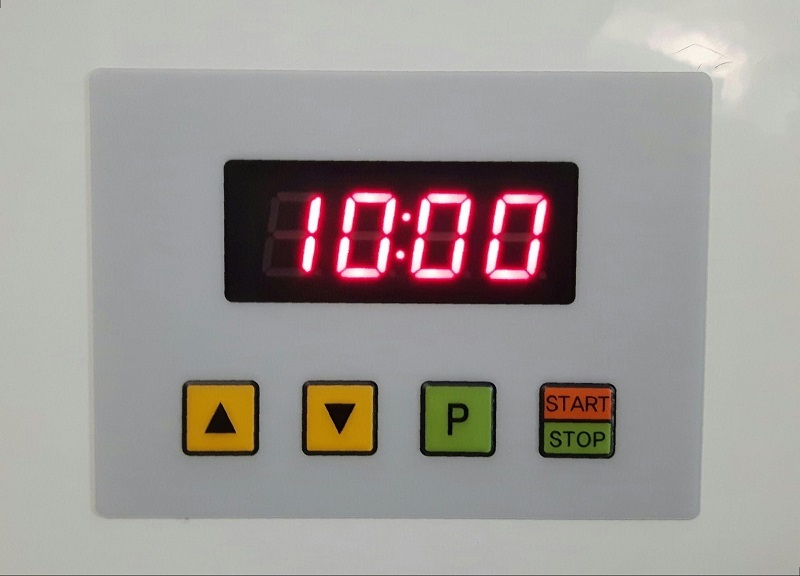
6. Painikkeiden toiminnot
P-painikkeella voit valita kovetusajan esiasetetuista ohjelmista(10, 20, ja 30 minuuttia) Nuolipainikkeilla voit manuaalisesti määrittää ajan minuutteina. Start/Stop-painikkeella käynnistät ja keskeytät valitun ohjelman. Otso Törmänen/Maker3D
Kampanja: Ultimaker työkalusarja
Tarjoamme kesäkampanjana Ultimaker 3D-tulostimen ostaneille työkalusarjan kaupan päälle.
Tarjous on voimassa 22.6.-20.7.
Työkalusarja sisältää:
- sivuleikkurit
- tarkkuusleikkurit
- torx avaimen
- phillips avain tuulettimien ruuveihin
- torx avain kuumapään avaamiseen
- viisi neulaa suuttimien avaamiseen
- tulostusalustan liiman
- ompelukoneöljyä akseleiden voiteluun
- lasta tulosteiden irroittamiseen alustasta
- pieni vasara sitkeästi kiinniolevien kappaleiden irroitukseen
- mattoveitsi kappaleiden viimeistelyyn
- kantolaukun
